1) VPPAW

变极性等离子焊接
1.
The related issues of the variable polarity plasma arc welding (VPPAW) which has good prospects for the applications in the manufacturing of magnesium alloy components were investigated, and 8 mm AZ31B magnesium alloy plate butt-joint excrement were approached with VPPAW.
针对在镁合金结构件生产中有广泛应用前景的变极性等离子焊接方法,开展8 mmAZ31B镁合金板材对接焊研究,利用金相显微镜、X射线衍射仪、万能拉伸试验机和扫描电子显微镜等分析测试手段研究了焊接接头各区域的显微组织、焊缝的相组成、接头的力学性能、断口形貌特征以及接头区的物相成分等,并对焊接接头的耐蚀性机理进行了深入分析。
2.
The variable polarity plasma arc welding(VPPAW) was used to weld AZ31B Magnesium alloy,through observation the welding phenomenon,the effect of processing parameters including welding current,welding speed and plasma gas flow on the welding quality was researched.
采用变极性等离子焊接方法对AZ31B镁合金进行焊接,通过观察AZ31B镁合金变极性等离子焊接现象,探讨了变极性等离子工艺参数(焊接电流、等离子气流量、焊接速度、送丝速度等)对焊缝成形的影响。
2) VPPA
变极性等离子弧焊接
3) VPPAW
变极性等离子焊
1.
The results show that the programming with C51in VPPAW controlling system has better readability,structure and realization of algorithm than with assembler language,and can fully meet the needs of equipment system.
利用C51对变极性等离子焊控制系统编程表明,同汇编编程相比,整个程序可读性和结构化较好,算法的实现也较汇编语言简单。
2.
According to the trend of VPPAW equipment, a design scheme is introduced in which the welding machine is supplemented with double power sources, the main circuit being a inverter and the control system adopts singlechip technology instead of traditional analog technology.
根据变极性等离子焊机的发展方向,提出了双电源等离子焊设备的设计方案,其中主电路采用逆变技术,控制系统则采用单片机控制技术代替传统的模拟控制技术。
4) variable polarity plasma seam welding
变极性等离子缝焊
1.
Microstructure of variable polarity plasma seam welding joint for magnesium alloy;
镁合金变极性等离子缝焊接头微观组织分析
5) variable polarity plasma arc welding
变极性等离子弧焊
1.
Varived damp phenomena of commutation progress in variable polarity plasma arc welding;
变极性等离子弧焊换向过程的变阻尼现象
2.
Progress in variable polarity plasma arc welding;
变极性等离子弧焊研究进展
3.
Phenomenon of arc resonance current is studied by experiments during commutation in variable polarity plasma arc welding.
通过试验证实了变极性等离子弧焊换向过程中存在电弧电流谐振现象,且不同极性的电流谐振峰值不同,依据电弧理论分析发现换向期间等效电弧电阻是一个时变量。
6) Variable polarity vertical-up plasma arc welding
变极性等离子弧立焊
补充资料:焊接:等离子弧焊
利用等离子弧作为热源的焊接方法(见图 等离子弧焊(穿孔式) 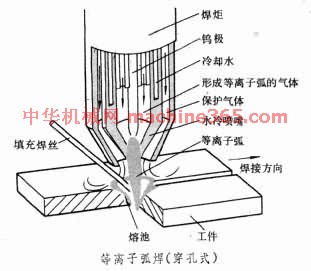 )。气体由电弧加热產生离解﹐在高速通过水冷喷嘴时受到压缩﹐增大能量密度和离解度﹐形成等离子弧。它的稳定性﹑发热量和温度都高於一般电弧﹐因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氬。根据各种工件的材料性质﹐也有使用氦或氬氦﹑氬氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”﹐电弧在钨极与喷嘴之间燃烧﹐主要用於等离子喷镀或加热非导电材料﹔另一种是“转移弧”﹐电弧由辅助电极高频引弧后﹐电弧燃烧在钨极与工件之间﹐用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材﹐形成焊接熔池﹐多用於0.8~3毫米厚的板材焊接﹔后一种形式的等离子弧只熔穿板材﹐形成钥匙孔形的熔池﹐多用於 3~12毫米厚的板材焊接。此外﹐还有小电流的微束等离子弧焊﹐特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大﹐热影响区窄﹐工件变形小﹐可焊材料种类多。特别是脉衝电流等离子弧焊和熔化极等离子弧焊的发展﹐更扩大了等离子弧焊的使用范围。
)。气体由电弧加热產生离解﹐在高速通过水冷喷嘴时受到压缩﹐增大能量密度和离解度﹐形成等离子弧。它的稳定性﹑发热量和温度都高於一般电弧﹐因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氬。根据各种工件的材料性质﹐也有使用氦或氬氦﹑氬氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”﹐电弧在钨极与喷嘴之间燃烧﹐主要用於等离子喷镀或加热非导电材料﹔另一种是“转移弧”﹐电弧由辅助电极高频引弧后﹐电弧燃烧在钨极与工件之间﹐用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材﹐形成焊接熔池﹐多用於0.8~3毫米厚的板材焊接﹔后一种形式的等离子弧只熔穿板材﹐形成钥匙孔形的熔池﹐多用於 3~12毫米厚的板材焊接。此外﹐还有小电流的微束等离子弧焊﹐特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大﹐热影响区窄﹐工件变形小﹐可焊材料种类多。特别是脉衝电流等离子弧焊和熔化极等离子弧焊的发展﹐更扩大了等离子弧焊的使用范围。
)。气体由电弧加热產生离解﹐在高速通过水冷喷嘴时受到压缩﹐增大能量密度和离解度﹐形成等离子弧。它的稳定性﹑发热量和温度都高於一般电弧﹐因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氬。根据各种工件的材料性质﹐也有使用氦或氬氦﹑氬氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”﹐电弧在钨极与喷嘴之间燃烧﹐主要用於等离子喷镀或加热非导电材料﹔另一种是“转移弧”﹐电弧由辅助电极高频引弧后﹐电弧燃烧在钨极与工件之间﹐用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材﹐形成焊接熔池﹐多用於0.8~3毫米厚的板材焊接﹔后一种形式的等离子弧只熔穿板材﹐形成钥匙孔形的熔池﹐多用於 3~12毫米厚的板材焊接。此外﹐还有小电流的微束等离子弧焊﹐特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大﹐热影响区窄﹐工件变形小﹐可焊材料种类多。特别是脉衝电流等离子弧焊和熔化极等离子弧焊的发展﹐更扩大了等离子弧焊的使用范围。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条