1) Plasma welding

等离子焊接
1.
Keyhole detection by arc voltage signal processing during plasma welding;
等离子焊接小孔效应的电弧电压信号检测
2.
It is described the advantage of plasma welding principle and welding process and analyzed the properties of key component among plasma welding system.
论述了等离子焊接原理和焊接工艺的优点;分析了等离子焊接系统中重要组成部分的性能;介绍了等离子焊接系统在不锈钢焊管生产中的一些焊接工艺参数以及实际应用的效果。
3.
To explore the proper sensing techniques which should be able to tell the size of the keyhole in real time during the plasma welding processes,the signals of arc voltage and current under the conditions of different keyhole sizes were sampled into the computer,and processed to find characteristics related to keyhole size using`FFT'and`STFT'techniques on the signals.
为了开发可行的实时检测等离子焊接过程中熔池小孔尺寸的传感技术 ,采集了对应于不同熔池小孔尺寸的电弧电压和电弧电流信号存入计算机 ,采用快速傅里叶变换 (FFT)和短时Fourier变换对电弧信号进行了分析 ,发现位于频率区间f=2 。
2) plasma-MIG welding
等离子-MIG焊接
1.
Design and development of plasma-MIG welding equipment;
等离子-MIG焊接设备的设计与研制
2.
The plasma-MIG welding is a double arc welding technique, which is very suitable for the welding of thick-walled aluminum and aluminum alloy structures.
等离子-MIG焊接是一种双电弧高效焊接方法,特别适合于厚壁铝及铝合金构件的焊接。
3.
In the plasma-MIG welding metal transfer process.
为了分析等离子-MIG焊熔滴过渡过程中等离子弧和MIG弧对熔滴过渡形态的影响,利用示波器研究了等离子-MIG焊接铝合金时不同熔滴过渡形式的特征,包括电弧电压波形的变化及熔滴过渡临界电流的研究。
3) micro-ray plasma arc welding
微束等离子焊接
4) Plasma arc welding
等离子弧焊接
1.
Finite element method analysis of temperature field in keyhole plasma arc welding;
小孔等离子弧焊接热场的有限元分析
2.
Research on control system of plasma arc welding in motorcycle gearing wheel;
摩托车传动齿轮盘等离子弧焊接控制系统的研究
3.
Energy Analysis of Keyhole Plasma Arc Welding;
小孔法等离子弧焊接的能量分析
5) keyhole plasma arc welding
等离子小孔焊接
1.
Novel penetration close-loop control system for keyhole plasma arc welding;
一种新型等离子小孔焊接熔透闭环控制系统
6) PAW welding arc
等离子焊接电弧
1.
PAW welding arc was numerically analyzed according to the 3D,static and axisymmetric model with ANSYS software.
依据磁流体动力学理论,运用有限元分析软件ANSYS构建了三维稳态下轴对称条件下的直流正极性等离子焊接电弧的数学模型。
补充资料:焊接:等离子弧焊
利用等离子弧作为热源的焊接方法(见图 等离子弧焊(穿孔式) 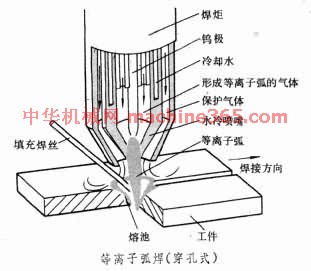 )。气体由电弧加热產生离解﹐在高速通过水冷喷嘴时受到压缩﹐增大能量密度和离解度﹐形成等离子弧。它的稳定性﹑发热量和温度都高於一般电弧﹐因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氬。根据各种工件的材料性质﹐也有使用氦或氬氦﹑氬氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”﹐电弧在钨极与喷嘴之间燃烧﹐主要用於等离子喷镀或加热非导电材料﹔另一种是“转移弧”﹐电弧由辅助电极高频引弧后﹐电弧燃烧在钨极与工件之间﹐用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材﹐形成焊接熔池﹐多用於0.8~3毫米厚的板材焊接﹔后一种形式的等离子弧只熔穿板材﹐形成钥匙孔形的熔池﹐多用於 3~12毫米厚的板材焊接。此外﹐还有小电流的微束等离子弧焊﹐特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大﹐热影响区窄﹐工件变形小﹐可焊材料种类多。特别是脉衝电流等离子弧焊和熔化极等离子弧焊的发展﹐更扩大了等离子弧焊的使用范围。
)。气体由电弧加热產生离解﹐在高速通过水冷喷嘴时受到压缩﹐增大能量密度和离解度﹐形成等离子弧。它的稳定性﹑发热量和温度都高於一般电弧﹐因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氬。根据各种工件的材料性质﹐也有使用氦或氬氦﹑氬氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”﹐电弧在钨极与喷嘴之间燃烧﹐主要用於等离子喷镀或加热非导电材料﹔另一种是“转移弧”﹐电弧由辅助电极高频引弧后﹐电弧燃烧在钨极与工件之间﹐用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材﹐形成焊接熔池﹐多用於0.8~3毫米厚的板材焊接﹔后一种形式的等离子弧只熔穿板材﹐形成钥匙孔形的熔池﹐多用於 3~12毫米厚的板材焊接。此外﹐还有小电流的微束等离子弧焊﹐特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大﹐热影响区窄﹐工件变形小﹐可焊材料种类多。特别是脉衝电流等离子弧焊和熔化极等离子弧焊的发展﹐更扩大了等离子弧焊的使用范围。
)。气体由电弧加热產生离解﹐在高速通过水冷喷嘴时受到压缩﹐增大能量密度和离解度﹐形成等离子弧。它的稳定性﹑发热量和温度都高於一般电弧﹐因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氬。根据各种工件的材料性质﹐也有使用氦或氬氦﹑氬氢等混合气体的。等离子弧有两种工作方式。一种是“非转移弧”﹐电弧在钨极与喷嘴之间燃烧﹐主要用於等离子喷镀或加热非导电材料﹔另一种是“转移弧”﹐电弧由辅助电极高频引弧后﹐电弧燃烧在钨极与工件之间﹐用於焊接。形成焊缝的方式有熔透式和穿孔式两种。前一种形式的等离子弧只熔透母材﹐形成焊接熔池﹐多用於0.8~3毫米厚的板材焊接﹔后一种形式的等离子弧只熔穿板材﹐形成钥匙孔形的熔池﹐多用於 3~12毫米厚的板材焊接。此外﹐还有小电流的微束等离子弧焊﹐特别适合於0.02~1.5毫米的薄板焊接。等离子弧焊接属於高质量焊接方法。焊缝的深/宽比大﹐热影响区窄﹐工件变形小﹐可焊材料种类多。特别是脉衝电流等离子弧焊和熔化极等离子弧焊的发展﹐更扩大了等离子弧焊的使用范围。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条