1) Rotary Ultrasonic Machining

旋转超声波加工
1.
The Foundation Research on Numerical Controlled Rotary Ultrasonic Machining Technology;
数控旋转超声波加工技术的基础研究
2) rotatory ultrasonic machining
旋转式超声波加工
3) rotary ultrasonic machining
旋转超声加工
1.
Development trends of rotary ultrasonic machining technology
旋转超声加工技术研究进展
2.
The rotary ultrasonic machining of glass is studied and the material removal mechanism is analyzed.
以玻璃为被加工工件的材料,对数控旋转超声加工的工艺进行了初步试验研究,分析了材料去除的机理,通过工艺试验探讨了磨料粒度、工具旋转转速、工作台进给速度、分层厚度等工艺参数对材料去除率的影响。
3.
A smart ultrasonic generator was investigated for rotary ultrasonic machining of hard, fragile material.
为进行硬脆材料的旋转超声加工 ,研制了智能超声波发生器。
4) rotary ultrasonic machine
超声旋转加工机床
5) ultrasonic machining
超声波加工
1.
FEM Analysis on Ultrasonic Machining Mechanism;
超声波加工机理的有限元数值分析
2.
As a new precision machining,ultrasonic machining has been applied widely,especial in machining brittleness material,and has reach fine result.
超声波加工作为一种新型的精密加工方法被广泛应用于精密加工中,特别在硬脆材料的精密加工中取得了普通加工所不能达到的效果。
3.
Ultrasonic amplitude-bar is one of the most important parts in the ultrasonic machining equipments.
超声变幅杆是超声波加工装置中最主要的部件之一,其种类较多,且每一种类的各项参数计算较复杂和繁琐,给实际应用带来困难。
6) ultrasonic machining aided rotary tool motion
旋转式超声波
补充资料:特种加工:超声加工
利用作超声频小振幅振动的工具﹐并通过它与工件之间游离于液体中的磨料对被加工表面的捶击作用﹐使工件材料表面逐步破碎的特种加工﹐英文简称为USM。超声加工可用于穿孔﹑切割﹑焊接(见超声波焊)﹑套料和拋光。
简史 1927年美国物理学家R.W.伍德和A.L.卢米斯最早作了超声加工试验﹐利用强烈的超声振动对玻璃板进行雕刻和快速钻孔﹐但当时并未应用在工业上。1951年﹐美国的A.S.科恩制成第一台实用的超声加工机。50年代中期﹐日本﹑苏联将超声加工与电加工(如电火花加工和电解加工等)﹑切削加工(如磨削和车削等)结合起来﹐开辟了复合加工的领域。这种复合加工的方法能改善电加工或金属切削加工的条件﹐提高加工效率和质量。1964年﹐英国又提出使用烧结或电镀金刚石工具的超声旋转加工的方法﹐克服了一般超声加工深孔时加工速度低和精度差的缺点。
加工原理 由超声发生器产生的高频电振荡(频率一般为16~25千赫﹐焊接频率可更高)施加于超声换能器上(见图 超声加工原理图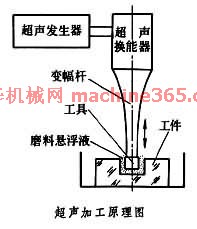 )﹐将高频电振荡转换成超声频振动。超声振动通过变幅杆放大振幅(双振幅为20~80微米)﹐并驱动以一定静压力压在工件表面上的工具产生相应频率的振动。工具端部通过磨料不断地捶击工件﹐使加工区的工件材料粉碎成很细的微粒﹐为循环的磨料悬浮液带走﹐工具便逐渐进入到工件中﹐加工出与工具相应的形状。
)﹐将高频电振荡转换成超声频振动。超声振动通过变幅杆放大振幅(双振幅为20~80微米)﹐并驱动以一定静压力压在工件表面上的工具产生相应频率的振动。工具端部通过磨料不断地捶击工件﹐使加工区的工件材料粉碎成很细的微粒﹐为循环的磨料悬浮液带走﹐工具便逐渐进入到工件中﹐加工出与工具相应的形状。
特点和应用 超声加工的主要特点是:①不受材料是否导电的限制。②工具对工件的宏观作用力小﹑热影响小﹐因而可加工薄壁﹑窄缝和薄片工件。③被加工材料的脆性越大越容易加工﹔④材料越硬或强度﹑韧性越大则越难加工。 由于工件材料的碎除主要靠磨料的作用﹐磨料的硬度应比被加工材料的硬度高﹐而工具的硬度可以低于工件材料。 ⑤可以与其它多种加工方法结合应用﹐如超声振动切削﹑超声电火花加工和超声电解加工等。
超声加工主要用于各种硬脆材料﹐如玻璃﹑石英﹑陶瓷﹑硅﹑锗﹑铁氧体﹑宝石和玉器等的打孔(包括圆孔﹑异形孔和弯曲孔等)﹑切割﹑开槽﹑套料﹑雕刻﹑成批小型零件去毛刺﹑模具表面拋光和砂轮修整等方面。超声打孔的孔径范围是0.1~90毫米﹐加工深度可达100毫米以上﹐孔的尺寸精度可达0.02~0.05毫米。表面粗糙度在采用 W40碳化硼磨料加工玻璃时可达R 1.25~0.63微米﹐加工硬质合金时可达R 0.63~0.32微米。
简史 1927年美国物理学家R.W.伍德和A.L.卢米斯最早作了超声加工试验﹐利用强烈的超声振动对玻璃板进行雕刻和快速钻孔﹐但当时并未应用在工业上。1951年﹐美国的A.S.科恩制成第一台实用的超声加工机。50年代中期﹐日本﹑苏联将超声加工与电加工(如电火花加工和电解加工等)﹑切削加工(如磨削和车削等)结合起来﹐开辟了复合加工的领域。这种复合加工的方法能改善电加工或金属切削加工的条件﹐提高加工效率和质量。1964年﹐英国又提出使用烧结或电镀金刚石工具的超声旋转加工的方法﹐克服了一般超声加工深孔时加工速度低和精度差的缺点。
加工原理 由超声发生器产生的高频电振荡(频率一般为16~25千赫﹐焊接频率可更高)施加于超声换能器上(见图 超声加工原理图
)﹐将高频电振荡转换成超声频振动。超声振动通过变幅杆放大振幅(双振幅为20~80微米)﹐并驱动以一定静压力压在工件表面上的工具产生相应频率的振动。工具端部通过磨料不断地捶击工件﹐使加工区的工件材料粉碎成很细的微粒﹐为循环的磨料悬浮液带走﹐工具便逐渐进入到工件中﹐加工出与工具相应的形状。 特点和应用 超声加工的主要特点是:①不受材料是否导电的限制。②工具对工件的宏观作用力小﹑热影响小﹐因而可加工薄壁﹑窄缝和薄片工件。③被加工材料的脆性越大越容易加工﹔④材料越硬或强度﹑韧性越大则越难加工。 由于工件材料的碎除主要靠磨料的作用﹐磨料的硬度应比被加工材料的硬度高﹐而工具的硬度可以低于工件材料。 ⑤可以与其它多种加工方法结合应用﹐如超声振动切削﹑超声电火花加工和超声电解加工等。
超声加工主要用于各种硬脆材料﹐如玻璃﹑石英﹑陶瓷﹑硅﹑锗﹑铁氧体﹑宝石和玉器等的打孔(包括圆孔﹑异形孔和弯曲孔等)﹑切割﹑开槽﹑套料﹑雕刻﹑成批小型零件去毛刺﹑模具表面拋光和砂轮修整等方面。超声打孔的孔径范围是0.1~90毫米﹐加工深度可达100毫米以上﹐孔的尺寸精度可达0.02~0.05毫米。表面粗糙度在采用 W40碳化硼磨料加工玻璃时可达R 1.25~0.63微米﹐加工硬质合金时可达R 0.63~0.32微米。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条