1) special machining teaching

特种加工教学
2) non-traditional machining
特种加工
1.
Probe and practice of teaching reform of non-traditional machining practice;
特种加工实习教学改革的探索与实践
2.
Design and realization of the non-traditional machining CAI courseware based on multimedia;
基于多媒体技术的特种加工CAI课件的设计与实现
3.
Practice-teaching of non-traditional machining;
特种加工实习的教学实践
3) special processing
特种加工
1.
Primary analysis on present status and development of special processing research;
特种加工研究现状及发展趋势浅谈
2.
This paper deeply studied a new method of special processing technique,explored high-precision,high efficiency and composition of the composite technology,chose a wide and representative sample of the special processing methods to be applied,studied the special processing technology facing to rapid manufac-ture.
文章深入研究了新型的特种加工工艺方法,探索高精度、高效率的复合及组合工艺技术,并选择应用广泛和具有代表性的特种加工方法,开展面向快速制造的特种加工技术的研究。
3.
As an important part of advanced manufacture technology,special processing plays a more and more significant role in manufaacturing.
特种加工作为先进制造技术中的重要组成部分,对制造业的作用日益重要。
4) NTM
特种加工
1.
Many achievements of machining insulating engineering ceramics with non-traditional machining(NTM) process are obtained.
概述了绝缘工程陶瓷的激光加工、超声加工、电火花加工、等离子弧切割等特种加工技术,并对这些加工技术的原理、特点和应用状况等进行了分析评述。
2.
In this paper, several often used methods of machining micro holes based on non-traditional machining(NTM) are introduced.
介绍了基于特种加工的微小孔常用加工方法,指出了这些方法的特点、发展现状和研究方向。
3.
This paper summarizes the latest progress of non-traditional machining(NTM) technology, explains the recent research on EDM, ECM, LBM, EBM, WJM and RP in details.
综述了特种加工技术的最新进展,简要介绍了电火花加工、电化学加工、激光加工、电子束加工、水射流加工和快速成形的研究现状,指出特种加工技术的微细化、复合化和自动化等内容是当前的研究热点。
5) nontraditional machining
特种加工
1.
The application of nontraditional machining technology in the dressing of metal bonded superabrasive grinding wheel is introduced.
介绍了特种加工技术在修整金属结合剂超硬磨料砂轮中的应用。
2.
Taking into account the characteristic of engine fuel system components,this paper takes nontraditional machining for research object and studies the application of nontraditional machining.
以特种加工为研究对象,针对发动机燃油附件结构特点,结合特种加工在零件中应用实例,对特种加工在发动机燃油附件中应用进行了研究。
6) special machining
特种加工
1.
This paper introduces the feature and development tendency of modem special machining.
简述了现代特种加工技术的特点及发展趋势。
2.
Water jet machining(WJM) is a special machining method using high pressure high speed water(pure water or water with additives) to impact the wor kpiece with the action of suspended abrasive in the water for cutting, pouching, crushing or surface material removal.
水射流加工是一项特种加工方法,采用高压高速水(纯水或带有添加剂)冲击工件,在水中悬浮磨粒的作用下,进行切割、穿孔、破碎或表面材料去除。
3.
This paper introduces the technical feature and development tendency of modern special machining technology.
简述了特种加工的技术特点和未来发展趋势,分别论述了高能束流加工、电火花加工、电解加工、物料切蚀加工和复合加工技术的概念、特征与应用状况。
补充资料:特种加工:电火花线切割加工
利用轴向移动的金属丝作工具电极﹐工件按所需形状和尺寸作轨迹运动切割导电材料的电火花加工﹐英文简称EDWC。
简史 1960年﹐苏联首先研制出靠模线切割机床。中国于1961年也研制出类似的机床。早期的线切割机床采用电气靠模控制切割轨迹。当时由于切割速度低﹐制造靠模比较困难﹐仅用于在电子工业中加工其它加工方法难以解决的窄缝等。1966年﹐中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床﹐并相继采用了数字控制和光电跟踪控制技术。此后﹐随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用﹐大大提高了切割速度和加工精度。
加工原理 工件安装在工作台上﹐工作台通常由X 轴和Y 轴电动机驱动(见图 线切割加工原理图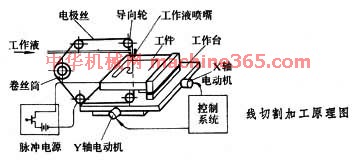 )。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。
)。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。
特点和应用 电火花线切割加工除具有电火花加工的基本特点外﹐还有一些其它特点﹕①不需要制造形状复杂的工具电极﹐就能加工出以直线为母线的任何二维曲面。②能切割0.05毫米左右的窄缝。③加工中并不把全部多余材料加工成为废屑﹐提高了能量和材料的利用率。④在电极丝不循环使用的低速走丝电火花线切割加工中﹐由于电极丝不断更新﹐有利于提高加工精度和减少表面粗糙度。⑤电火花线切割能达到的切割效率一般为20~60毫米2/分﹐最高可达300毫米2/分﹔加工精度一般为±0.01~±0.02毫米﹐最高可达±0.004毫米﹔表面粗糙度一般为R 2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。
2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。
简史 1960年﹐苏联首先研制出靠模线切割机床。中国于1961年也研制出类似的机床。早期的线切割机床采用电气靠模控制切割轨迹。当时由于切割速度低﹐制造靠模比较困难﹐仅用于在电子工业中加工其它加工方法难以解决的窄缝等。1966年﹐中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床﹐并相继采用了数字控制和光电跟踪控制技术。此后﹐随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用﹐大大提高了切割速度和加工精度。
加工原理 工件安装在工作台上﹐工作台通常由X 轴和Y 轴电动机驱动(见图 线切割加工原理图
)。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。 特点和应用 电火花线切割加工除具有电火花加工的基本特点外﹐还有一些其它特点﹕①不需要制造形状复杂的工具电极﹐就能加工出以直线为母线的任何二维曲面。②能切割0.05毫米左右的窄缝。③加工中并不把全部多余材料加工成为废屑﹐提高了能量和材料的利用率。④在电极丝不循环使用的低速走丝电火花线切割加工中﹐由于电极丝不断更新﹐有利于提高加工精度和减少表面粗糙度。⑤电火花线切割能达到的切割效率一般为20~60毫米2/分﹐最高可达300毫米2/分﹔加工精度一般为±0.01~±0.02毫米﹐最高可达±0.004毫米﹔表面粗糙度一般为R
2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条