2) electromechanical grinding combined machining

机电复合磨削加工
3) spiral shaped electrode ECG
螺旋电极电解磨削加工
1.
Based on the theory of the fuzzy mathematics,a model of fuzzy comprehensive evaluation on the efficiency of spiral shaped electrode ECG is set up.
螺旋电极电解磨削是用于硬质金属材料导孔加工的一种新的工艺方法,本文基于模糊数学的原理和方法,建立了螺旋电极电解磨削加工效率的模糊评判模型,并结合实例对加工效率进行了模糊评判。
4) ultrasonic vibration assisted electro-discharge and grinding combined machining
超声振动辅助电火花-磨削复合加工
1.
In this paper,the dynamic link library was adopted to the intelligent control system in ultrasonic vibration assisted electro-discharge and grinding combined machining,the library function of dynamic link library in the application program communication .
在超声振动辅助电火花-磨削复合加工智能控制研究中,解决IPC与PMAC间的通讯问题对采用工业PC与PMAC的多CPU控制结构来实现开放式控制的系统而言是十分必要的。
5) combined electrochemical machining
复合电解加工
1.
Processing from the high frequency,narrow pulse,the combined electrochemical machining.
论述了特种加工技术的特点,从高频、窄脉冲、复合电解加工等方面分析了其应用的参数及特点。
6) combined technology of USM and ECM
电解复合加工
1.
Then micro-instruments are manufactured on different hard and brittle material by micro-ultrasonic machining and the micro-instruments are manufactured on electric materials by combined technology of USM and ECM.
分析微细超声加工机理;通过微细组合电加工技术制作多种截面形状的微细工具头;以此为基础进行多种硬脆材料的微结构超声加工试验及导电材料的超声电解复合加工试验。
补充资料:特种加工:电解磨削
电解作用与机械磨削相结合的一种特种加工﹐又称电化学磨削﹐英文简称ECG。电解磨削是20世纪50年代初美国人研究发明的。图 电解磨削原理图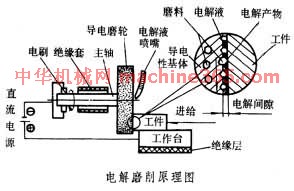 为电解磨削的原理。工件作为阳极与直流电源的正极相连﹔导电磨轮作为阴极与直流电源的负极相连。磨削时﹐两者之间保持一定的磨削压力﹐凸出于磨轮表面的非导电性磨料使工件表面与磨轮导电基体之间形成一定的电解间隙(约0.02~0.05毫米)﹐同时向间隙中供给电解液。在直流电的作用下﹐工件表面金属由于电解作用生成离子化合物和阳极膜。这些电解产物不断地被旋转的磨轮所刮除﹐使新的金属表面露出﹐继续产生电解作用﹐工件材料遂不断地被去除﹐从而达到磨削的目的。电解液一般采用硝酸钠﹑亚硝酸钠和硝酸钾等成分混合的水溶液﹐不同的工件材料所用电解液的成分也不同。导电磨轮由导电性基体(结合剂)与磨料结合而成﹐主要为金属结合剂金刚石磨轮﹑电镀金刚石磨轮﹑铜基树脂结合剂磨轮﹑陶瓷渗银磨轮和碳素结合剂磨轮等﹐按不同用途选用。
为电解磨削的原理。工件作为阳极与直流电源的正极相连﹔导电磨轮作为阴极与直流电源的负极相连。磨削时﹐两者之间保持一定的磨削压力﹐凸出于磨轮表面的非导电性磨料使工件表面与磨轮导电基体之间形成一定的电解间隙(约0.02~0.05毫米)﹐同时向间隙中供给电解液。在直流电的作用下﹐工件表面金属由于电解作用生成离子化合物和阳极膜。这些电解产物不断地被旋转的磨轮所刮除﹐使新的金属表面露出﹐继续产生电解作用﹐工件材料遂不断地被去除﹐从而达到磨削的目的。电解液一般采用硝酸钠﹑亚硝酸钠和硝酸钾等成分混合的水溶液﹐不同的工件材料所用电解液的成分也不同。导电磨轮由导电性基体(结合剂)与磨料结合而成﹐主要为金属结合剂金刚石磨轮﹑电镀金刚石磨轮﹑铜基树脂结合剂磨轮﹑陶瓷渗银磨轮和碳素结合剂磨轮等﹐按不同用途选用。
电解磨削适合于磨削各种高强度﹑高硬度﹑热敏性﹑脆性等难磨削的金属材料﹐如硬质合金﹑高速钢﹑钛合金﹑不锈钢﹑镍基合金和磁钢等。用电解磨削可磨削各种硬质合金刀具﹑塞规﹑轧辊﹑耐磨衬套﹑模具平面和不锈钢注射针头等。电解磨削的效率一般高于机械磨削﹐磨轮损耗较低﹐加工表面不产生磨削烧伤﹑裂纹﹑残余应力﹑加工变质层和毛刺等﹐表面粗糙度一般为R 0.63~0.16微米﹐最高可达R 0.04~0.02微米。
采用适应控制技术﹐可进一步提高电解磨削的加工稳定性和自动化程度。同时﹐为了提高加工精度﹐采用兼有纯机械磨削能力的导电磨轮﹐粗加工时靠电解磨削的高效率完成大部分加工量﹐然后切断电解电源﹐靠纯机械磨削磨掉精加工余量﹐这样能显着提高加工精度。电解磨削方式已从平面磨削扩大到内圆磨削﹑外圆磨削和成形磨削。电解加工的原理也可与珩磨和超精加工结合起来﹐成为电解珩磨和电解超精加工。
为电解磨削的原理。工件作为阳极与直流电源的正极相连﹔导电磨轮作为阴极与直流电源的负极相连。磨削时﹐两者之间保持一定的磨削压力﹐凸出于磨轮表面的非导电性磨料使工件表面与磨轮导电基体之间形成一定的电解间隙(约0.02~0.05毫米)﹐同时向间隙中供给电解液。在直流电的作用下﹐工件表面金属由于电解作用生成离子化合物和阳极膜。这些电解产物不断地被旋转的磨轮所刮除﹐使新的金属表面露出﹐继续产生电解作用﹐工件材料遂不断地被去除﹐从而达到磨削的目的。电解液一般采用硝酸钠﹑亚硝酸钠和硝酸钾等成分混合的水溶液﹐不同的工件材料所用电解液的成分也不同。导电磨轮由导电性基体(结合剂)与磨料结合而成﹐主要为金属结合剂金刚石磨轮﹑电镀金刚石磨轮﹑铜基树脂结合剂磨轮﹑陶瓷渗银磨轮和碳素结合剂磨轮等﹐按不同用途选用。 电解磨削适合于磨削各种高强度﹑高硬度﹑热敏性﹑脆性等难磨削的金属材料﹐如硬质合金﹑高速钢﹑钛合金﹑不锈钢﹑镍基合金和磁钢等。用电解磨削可磨削各种硬质合金刀具﹑塞规﹑轧辊﹑耐磨衬套﹑模具平面和不锈钢注射针头等。电解磨削的效率一般高于机械磨削﹐磨轮损耗较低﹐加工表面不产生磨削烧伤﹑裂纹﹑残余应力﹑加工变质层和毛刺等﹐表面粗糙度一般为R 0.63~0.16微米﹐最高可达R 0.04~0.02微米。
采用适应控制技术﹐可进一步提高电解磨削的加工稳定性和自动化程度。同时﹐为了提高加工精度﹐采用兼有纯机械磨削能力的导电磨轮﹐粗加工时靠电解磨削的高效率完成大部分加工量﹐然后切断电解电源﹐靠纯机械磨削磨掉精加工余量﹐这样能显着提高加工精度。电解磨削方式已从平面磨削扩大到内圆磨削﹑外圆磨削和成形磨削。电解加工的原理也可与珩磨和超精加工结合起来﹐成为电解珩磨和电解超精加工。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条