1) cast-iron parts

铸铁零部件
1.
In this paper,the characteristics and suitable conditions for the repair methods of cast-iron parts of marine machinery are probed;the new repairing technique and experience are introduced.
文章探讨了船机铸铁零部件修复工艺的特点和适用条件,介绍了铸铁件的焊接修复、金属扣合修复、粘接修复等修复工艺和修复经验,供同行借鉴。
2) cast iron part
铸铁零件
1.
In allusion to the problems of crack,air hole and etc which happened in the production process of soldering cast iron part,this paper studies and probes into the way of repairing cast iron part-heat-soldering,cold-soldering and calefaction & respond reducing soldering.
针对铸铁零件在制造及使用过程中常出现的裂纹、气孔等问题,研究探讨了修复铸铁零件的方法——热焊法、冷焊法、加热减应焊法。
3) cast iron standard parts
铸铁标准部件
6) Cast iron standard parts,small
铸铁标准部件,小件
补充资料:SL1126内燃机零部件数字化建模
1、 SL1126内燃机总成
SL1126内燃机是由机体总成、缸盖总成、运动机构总成,其它机构总成等组成,见图I。
(1)机体总成主要由:机体、油底壳、风扇、油标、同步齿轮室盖、主副曲轴轴承盖、标尺及相应的标准零件。在机体总成中,机体是主要的设计零件。
(2)气缸盖总成主要包括的零件有:气缸盖、缸盖罩、喷油嘴、机油筒、空气滤清器等零件;其中气缸盖是主要设计零件。
(3)运动机构总成由活塞,滑块,活塞销,连杆,连杆配件,主、副曲轴总成,正视齿轮总成,凸轮轴总成以及气门挺杆总成等组成。
(4)其他机构总成有:机油泵总成,喷油泵总成等组成。
SL1126内燃机是由机体总成、缸盖总成、运动机构总成,其它机构总成等组成,见图I。
(1)机体总成主要由:机体、油底壳、风扇、油标、同步齿轮室盖、主副曲轴轴承盖、标尺及相应的标准零件。在机体总成中,机体是主要的设计零件。
(2)气缸盖总成主要包括的零件有:气缸盖、缸盖罩、喷油嘴、机油筒、空气滤清器等零件;其中气缸盖是主要设计零件。
(3)运动机构总成由活塞,滑块,活塞销,连杆,连杆配件,主、副曲轴总成,正视齿轮总成,凸轮轴总成以及气门挺杆总成等组成。
(4)其他机构总成有:机油泵总成,喷油泵总成等组成。
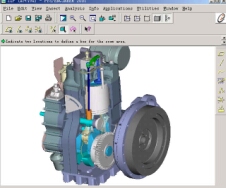
图I SL1126内燃机总成
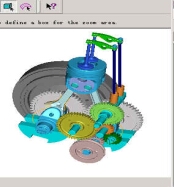
图II 内燃机运动机构总成
2、自顶向下设计的参数化技术
在CAD中,参数化技术是采用参数预定义的方法建立图形的集合约束集,指定一组尺寸作为参数使其与几何约束集相关联,并将所有的关联式融入到应用程序中,然后以人机交互方式修改参数尺寸,通过参数化尺寸驱动实现对设计结果的修改。参数化设计过程中,参数与设计对象的控制尺寸有明显的对应关系,并具有全局相关性。参数化设计不同于传统的设计,它储存了设计的整个过程,能设计出一族而非单一的在形状和功能上具有相似性的产品模型。正是有了这种参数化建模技术,才使得数据的改变在不同层次(如不同的子装配系统和不同的零件)之间的传递变得唯一个即时。这样,才有了真正意义上的自顶向下设计及以这种设计为基础的并行设计,后者是团队设计的基础。
下面以主同步齿轮零件三维参数化为例:
下面为渐开线方程:
alpha=20
m=4
z=46
r0=0.5*m*z*cos(20)
t0=t*40
x0=(cos(t0)+t0*pi/180*(sin(t0)))*r0
y0=(sin(t0)-t0*pi/180*(cos(t0)))*r0
theta=-(tan(alpha)-alpha*pi/180)*180/pi-90/z
x=x0*cos(theta)-y0*sin(theta)
y=x0*sin(theta)+y0*cos(theta)
z=0
其中alpha为压力角, m为模数, z为齿数, r0为基圆半径。

图III 齿轮总成
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条