1) blanking and drawing
落料拉深
2) blanking-drawing die
落料拉深模
1.
The structural design of the blanking-drawing die,the course of work and the design of die functional components were described.
结合现有10工位生产线的特点,确定了压缩机电机端盖多工位传递模的布置形式,以其中的落料拉深模为例,介绍了模具结构设计、工作过程以及模具主要零件设计,并对设计注意事项进行了分析、归纳和总结。
3) Combination drawing and cutting tool
落料拉深复合模
4) blanking
落料
1.
Design of die combining blanking drawing and side-punching process;
落料拉深侧冲孔复合模设计
2.
New Type of Compound Die for Blanking and Drawing with Constant Blank Holder Force;
新型常压边力落料拉深复合模
3.
The structural design of an automatic compound die of blanking,piercing and drawing for a component in a strong cap was presented.
介绍了加强帽零件的落料、冲孔、拉深自动复合模的结构设计以及配套单推式卧辊自动送料装置,模具多处采取了镶拼结构,便于维修和零件更换,模具结构简单、合理,生产的零件符合要求。
5) cutting
落料
1.
Set cutting and rolling at the same time.
设计复合模,通过其联动,使传统的分模加工合二为一,使落料、翻边一道工序完成,这样既减少了误差,保证了质量,又降低了成本,提高了生产率。
2.
There is the function of cutting mould and drawing mould and punching mould in the composite mould manufacturing dustproof cap of bearing and roller.
生产轴承及滚轮防尘盖的复合模具有落料模、引伸模和冲孔模3个模具的作用,与单工序模相比,产品的生产率高,尺寸精度高;起到节能、省工序和降成本的作用。
6) blank
落料件落料坯
参考词条
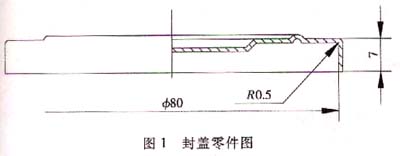
补充资料:封盖落料-拉伸-切边-成形复合模
兰州电机有限责任公司(甘肃兰州 790050) 杨思明
[摘要]分析了封盖零件的成形工艺特点,介绍了此类零件复合冲压模的结构设计。
关键词 封盖 复合模 落料 拉伸
1 零件分析
图1所示为空气滤清器的封盖,生产批量大,材料为08F,料厚0.35mm,外圆直径个80mm,拉伸高度7mm,成形后口部要求无飞边。该零件是一种典型浅盖零件,该封盖原加工工艺为落料--拉伸--压延,造成口部拉伸后有飞边,需人工清除,费力费时。
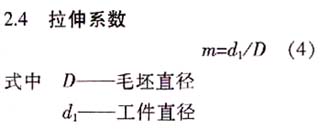
2 冲压工艺分析

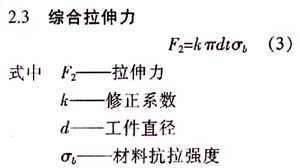
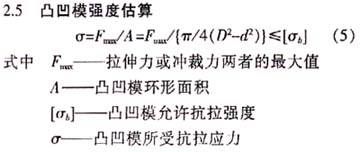
经以上计算,可一次拉伸成形,凸凹模环形壁厚强度完全可以满足要求,采用一次成形工艺为:落料--拉伸--切边--成形。
3 模具结构设计与设计要点
3.1 模具结构及其工作过程
复合棋结构如图3所示。将条料送至凹摸15上,凸凹模12下行,卸料板13压紧条料,凸凹模12与凹模15进行落料,凸凹模12继续下行,落下的圆坏料与已有压边力的压料圈5接触,拉伸凸模6与凸凹模12进行拉伸成形,凸凹模12继续下行,凸模4外圆与凸凹模12内切边模进行切边。凸凹模12再下行,拉伸凸模6与打料板7端面接触,进行压延成形。凸凹模12上行,打料板7在冲床作用下打下成品一次成形结束。
1弹簧 2顶杆 3下模座 4凸模 5压料圈 6拉伸凸模 7打料板 8卸料杆 9上模柄 10打件杆 11上模固定板 12凸凹模 13卸料板 14固定螺栓 15凹模 16下模固定板
3.2 设计要点
(1)落料凹模15内孔D尺寸计算时取最小值,在拉伸过程中试模修配拉伸凸模6圆角半径来确定切飞边量。
(2)拉伸凸模6与凸模4需设计成二个单独体,便于凸模4刃口刃磨,凸模4中心孔设计成螺纹孔便于起模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。