1) blanking resetting

落料复位
2) community compound fertilizer
群落复混肥料
3) compound die combined the blanking and drawing processes
落料拉深复合模
1.
We design the compound die combined the blanking and drawing processes and set up the three-dimensional model by Pro/E.
在扁袋笼顶盖零件工艺分析的基础上,得出其优化工艺为落料—浅拉深(小于内壁高)—冲孔—内翻边,重点介绍落料拉深复合模的设计和三维建模。
4) blanking
[英][blæŋk] [美][blæŋk]
落料
1.
Design of die combining blanking drawing and side-punching process;
落料拉深侧冲孔复合模设计
2.
New Type of Compound Die for Blanking and Drawing with Constant Blank Holder Force;
新型常压边力落料拉深复合模
3.
The structural design of an automatic compound die of blanking,piercing and drawing for a component in a strong cap was presented.
介绍了加强帽零件的落料、冲孔、拉深自动复合模的结构设计以及配套单推式卧辊自动送料装置,模具多处采取了镶拼结构,便于维修和零件更换,模具结构简单、合理,生产的零件符合要求。
5) cutting
[英]['kʌtɪŋ] [美]['kʌtɪŋ]
落料
1.
Set cutting and rolling at the same time.
设计复合模,通过其联动,使传统的分模加工合二为一,使落料、翻边一道工序完成,这样既减少了误差,保证了质量,又降低了成本,提高了生产率。
2.
There is the function of cutting mould and drawing mould and punching mould in the composite mould manufacturing dustproof cap of bearing and roller.
生产轴承及滚轮防尘盖的复合模具有落料模、引伸模和冲孔模3个模具的作用,与单工序模相比,产品的生产率高,尺寸精度高;起到节能、省工序和降成本的作用。
6) in situ composite
原位复合材料
1.
Study on the orthorhombic experiment of the AlN/ZL101 In Situ composite;
AlN/ZL101原位复合材料的正交实验研究
2.
In order to gain higher magnetic performance and solve air pollution problems in extraction process of Fe-Cr fibers,cupreous body of Cu-13Fe-2Cr in situ composite materials were corrupted by using chemical extraction.
为解决Fe-Cr纤维提取过程中容易造成空气污染的问题,使得到的纤维具有较高的磁学性能,采用化学萃取法腐蚀掉Cu-13Fe-2Cr原位复合材料中的铜基体,制备了Fe-Cr金属纤维;通过调整硝酸与双氧水比例抑制NO2的产生;通过改变清洗方式使纤维具有较高的磁性。
3.
Fe-Cr fibers were extracted from Cu-16Fe-2Cr in situ composite wires in 65% nitric acid.
Fe-Cr纤维由Cu-16Fe-2Cr原位复合材料硝酸法萃取得到。
补充资料:封盖落料-拉伸-切边-成形复合模
兰州电机有限责任公司(甘肃兰州 790050) 杨思明
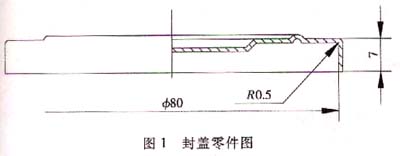
[摘要]分析了封盖零件的成形工艺特点,介绍了此类零件复合冲压模的结构设计。
关键词 封盖 复合模 落料 拉伸
1 零件分析
图1所示为空气滤清器的封盖,生产批量大,材料为08F,料厚0.35mm,外圆直径个80mm,拉伸高度7mm,成形后口部要求无飞边。该零件是一种典型浅盖零件,该封盖原加工工艺为落料--拉伸--压延,造成口部拉伸后有飞边,需人工清除,费力费时。
2 冲压工艺分析

经以上计算,可一次拉伸成形,凸凹模环形壁厚强度完全可以满足要求,采用一次成形工艺为:落料--拉伸--切边--成形。
3 模具结构设计与设计要点
3.1 模具结构及其工作过程
复合棋结构如图3所示。将条料送至凹摸15上,凸凹模12下行,卸料板13压紧条料,凸凹模12与凹模15进行落料,凸凹模12继续下行,落下的圆坏料与已有压边力的压料圈5接触,拉伸凸模6与凸凹模12进行拉伸成形,凸凹模12继续下行,凸模4外圆与凸凹模12内切边模进行切边。凸凹模12再下行,拉伸凸模6与打料板7端面接触,进行压延成形。凸凹模12上行,打料板7在冲床作用下打下成品一次成形结束。
1弹簧 2顶杆 3下模座 4凸模 5压料圈 6拉伸凸模 7打料板 8卸料杆 9上模柄 10打件杆 11上模固定板 12凸凹模 13卸料板 14固定螺栓 15凹模 16下模固定板
3.2 设计要点
(1)落料凹模15内孔D尺寸计算时取最小值,在拉伸过程中试模修配拉伸凸模6圆角半径来确定切飞边量。
(2)拉伸凸模6与凸模4需设计成二个单独体,便于凸模4刃口刃磨,凸模4中心孔设计成螺纹孔便于起模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条