1) flexible die forming
半模成形
1.
In the paper, a new flexible die forming method with viscoplastic material as pressure carrier medium is described to produce three kinds of bowl-type sheet metal pieces in helicopters, which demand high dimension accuracy with low surface roughnees.
通过三个精密零件的成形实验,介绐了以粘塑性材料作传力介质的板料半模成形工艺的特点,研究了拉延过程中抗延力、压边力、容框内压的变化规律,工艺参数的控制对拉延所成败及产品质量的影响。
2) semimodule
半模
1.
On Hom functor over semimodules;
关于半模上的Hom函子
2.
In this paper, the ?-congruence on the semimodules is discussed.
将半模的同余推广到-同余,若M是R上的半模,用C(M)表示M所有同余关系组成的类。
3.
In this paper, the concept of injective semimodule is proposed.
给出了内射半模的概念,研究了其性质,并得出了它的一个判定定理。
3) semi-norm
半模
1.
In this paper, applications of some propenies of the semi-norm in Pseado-Riesz spaces W(X) to the study of topological problem on W(X) by means of the classical descriptive set theory and fuzzy set theory arc given.
利用空间的具有某些性质的半模,本文讨论了其在分明集及模糊集意义下的拓扑问题,得到了空间W(X)为伪拓扑线性空间,LF拓扑空间及Fuzzy拓朴线性空间若干结果。
4) Semimodules
半模
1.
Z-homomorphism and Exact Sequence of Semimodules;
半模的Z-同态与正合列
2.
In this paper,semirings,semimodules and congruence relations are defined,and following the correspondence between subsemimodules of semimodules and their congruence relations,strong semimodules and simple semimodules are induced.
提出半环、半模、余关系等概念,给出了半模的子半模关系之间的对应关系,并由余关系导出强半模和单半模的概念,得到半环和。
3.
In this paper,the exactness of a sequence of R-homomorphisms of semimodules similiar to the corresponding construction for modules on basis of the module of differences of the R-semimodules was defined.
利用半模的差模定义了半模同态序列的正合 ,讨论了Hom函子的左正合性 。
5) ∞-semimodule
∞-半模
6) semi-module
半模
1.
In this paper,give an equivalent definition of semi-module.
从半环同态的角度出发,给出了半模的一个等价定义。
参考词条
补充资料:封盖落料-拉伸-切边-成形复合模
兰州电机有限责任公司(甘肃兰州 790050) 杨思明
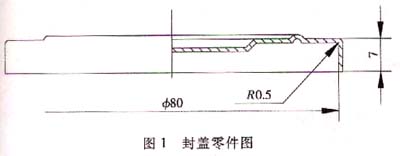
[摘要]分析了封盖零件的成形工艺特点,介绍了此类零件复合冲压模的结构设计。
关键词 封盖 复合模 落料 拉伸
1 零件分析
图1所示为空气滤清器的封盖,生产批量大,材料为08F,料厚0.35mm,外圆直径个80mm,拉伸高度7mm,成形后口部要求无飞边。该零件是一种典型浅盖零件,该封盖原加工工艺为落料--拉伸--压延,造成口部拉伸后有飞边,需人工清除,费力费时。
2 冲压工艺分析

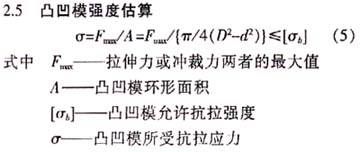
经以上计算,可一次拉伸成形,凸凹模环形壁厚强度完全可以满足要求,采用一次成形工艺为:落料--拉伸--切边--成形。
3 模具结构设计与设计要点
3.1 模具结构及其工作过程
复合棋结构如图3所示。将条料送至凹摸15上,凸凹模12下行,卸料板13压紧条料,凸凹模12与凹模15进行落料,凸凹模12继续下行,落下的圆坏料与已有压边力的压料圈5接触,拉伸凸模6与凸凹模12进行拉伸成形,凸凹模12继续下行,凸模4外圆与凸凹模12内切边模进行切边。凸凹模12再下行,拉伸凸模6与打料板7端面接触,进行压延成形。凸凹模12上行,打料板7在冲床作用下打下成品一次成形结束。
1弹簧 2顶杆 3下模座 4凸模 5压料圈 6拉伸凸模 7打料板 8卸料杆 9上模柄 10打件杆 11上模固定板 12凸凹模 13卸料板 14固定螺栓 15凹模 16下模固定板
3.2 设计要点
(1)落料凹模15内孔D尺寸计算时取最小值,在拉伸过程中试模修配拉伸凸模6圆角半径来确定切飞边量。
(2)拉伸凸模6与凸模4需设计成二个单独体,便于凸模4刃口刃磨,凸模4中心孔设计成螺纹孔便于起模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。