|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) cold extrusion process planning

冷挤压工艺设计
1.
ANN-based knowledge auto-acquisition of cold extrusion process planning system;
基于人工神经网络的冷挤压工艺设计系统的知识自动获取研究
2.
Research on fuzzy-based cold extrusion process planning system and its key technologies;
基于模糊的冷挤压工艺设计专家系统关键技术研究
3.
The knowledge representation methods and fuzzy reasoning mechanism of a cold extrusion process planning system were researched.
研究了冷挤压工艺设计领域的知识表示以及冷挤压工艺设计系统的模糊推理机制。
2) cold extrusion process design
冷挤压工艺设计
1.
Research on mixed representation of domain isomeric knowledge in cold extrusion process design;
冷挤压工艺设计领域异构知识的混合表示
2.
Research on Cold Extrusion Process Design System and Its Key Technologies;
冷挤压工艺设计系统及其关键技术研究
3) cold extruding technology
冷挤压工艺
1.
After using the cold extruding technology, abained good effect.
采用冷挤压工艺取代传统的机械加工工艺,取得了较好的效果。
2.
the advantages of the titanium alloy hexagon locking-nuts with flange with cold extruding technology replacing hot extruding working method are introduced.
对钛合金六角法兰面自锁螺母进行了工艺分析、制订了冷挤压工艺路线、计算了毛坯尺寸及冷挤压力。
3.
The advantages of the reel internal gear with cold extruding technology replacing traditional metal cutting working method were narrated, and the technological for the reel internal gear was analyzed.
叙述了卷筒内齿轮用冷挤压工艺代替传统的金属切削加工方法的优点,并对卷筒内齿轮进行了工艺分析。
4) cold extrusion
冷挤压工艺
1.
Optimizing aluminum alloy cold extrusion process;
铝合金冷挤压工艺的优化
5) Cold extrusion process
冷挤压工艺
1.
Cold extrusion processing is complexity,and affected by many factors,which cause design difficulty.
冷挤压工艺特点复杂,影响工艺的因素多。
2.
The initial design of cold extrusion process and die was obtained by code retrieval.
冷挤压工艺复杂,影响因素多,造成冷挤压工艺设计难度大。
6) extruding technology
挤压工艺
1.
The test and study respectively on the forward and backward extruding technology for deep-cup-typed component with flange on base were conducted.
对一种底部带凸缘的深杯形件的正、反挤压工艺分别进行了试验研究。
补充资料:航空座椅锁扣缸体冷挤压工艺及模具设计
摘要: 通过研究航空座椅锁扣缸体的形状特点、零件的制造难度,确定了冷挤压成形零件的工艺方案,设计并制造冷挤压模具一套,生产出合格零件。演示并分析了零件的冷挤压变形过程;记录了冷挤压过程中与不同变形程度相对应的挤压力,绘制了冷挤压过程的连续挤压力曲线;对零件挤压方向的剖面进行了金属纤维组织观察,对零件流线分布进行了分析。 关键词: 冷挤压工艺模具设计 一、引言 如图1所示为航空座椅锁扣缸体的零件图,零件材料选用LD2。零件为航空座椅的减震缸,缸体内筒放置弹簧,活塞压缩弹簧沿筒壁运动,飞机震动时起到减震作用。该零件是航空座椅锁扣总成的关键零件。为达到其使用性能,零件内筒筒壁应光滑,无划痕,以保证活塞运动顺畅,内筒表面粗糙度要求为RaO.2-0.4;零件外表面为保持美观和将来镀铬的需要,外表面粗糙度要求为Ra3.2;零件应具有一定的刚度;零件内外筒应保证同心,同心度要求为0.4mm;为保证活塞与内筒配合的严密,内筒部分不允许机械加工。
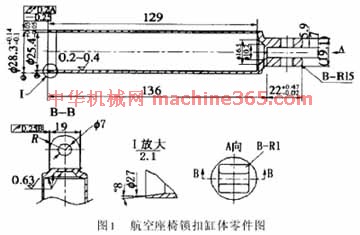
该零件的制造难度是:直筒部分壁厚1.45 mm,长度130mm,壁薄筒深难以成形;尺寸精度要求很高;头部与直筒部分形状不同,常规制造方法难以加工;直筒部分及底部均无斜度,用挤压加工制造时,零件出模困难。 鉴于以上对于零件特点及制造难度的分析,采用机械加工的方法加工难度大,材料利用率低,加工周期长,成本高;采用直筒与头部焊接的方法,不仅难于保证焊接部分的表面质量,又不能保证焊接时直筒部分不受热变形,更难保证零件的使用性能。
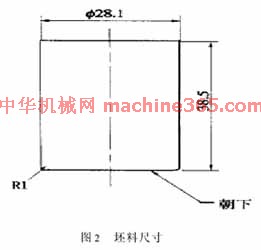
冷挤压成形属于体积成形,该零件由于直筒部分与头部形状不同,可以采用正反复合挤压方法。通过冷挤压成形,既可以保证零件表面较高的粗糙度要求,也可以节省材料、提高零件的强度、硬度、尺寸精度等,更重要的是简化了锁扣缸体零件的制造工艺、大幅度降低成本,更适应于批量化生产。 二、航空座椅锁扣缸体工艺方案制订 (1) LD2棒料精车下料,保证尺寸控制在公差范围内,侧表面尽可能光洁。坯料尺寸如图2所录。
(2)将坯料除油、光亮处理,以除去坯料表面的氧化膜。
(3)坯料干燥处理,表面涂覆润滑剂。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|