1) layout decoder algorithm

排样解码算法
2) layout algorithm
排样算法
1.
The overseas layout algorithm for plate cutting is outlined, and its current situation in china is also discussed, the paper indicates that the trend in locomotive and rolling stock industry should be a comprehensive layout algorithms integrating the approximate, heuristic and agent algorithms.
通过分析指出,将近似算法、启发式算法和智能算法相结合的综合算法,是我国机车车辆板材下料排样算法的发展方向。
3) permutation code
排列码加密解密算法
1.
Design and Implement of Safe E-mail System Based on Permutation Code;
基于排列码加密解密算法的安全电子邮件系统的设计与实现
4) Decoding algorithm
解码算法
1.
Research and implement of phrase-based statistical machine translation decoding algorithm;
基于短语统计机器翻译解码算法的研究与实现
2.
Design and GLRT decoding algorithm for space-time-frequency blocking code;
空时频分组码的设计和GLRT解码算法
3.
Then, based on the special primitive attribute of handwriting cursive, a fast valid decoding algorithm, that is, the primitive level building beam viterbi (PLBBV), is presented.
英文手写识别既是模式识别问题又是一个搜索问题,其计算复杂度非常高·针对这个问题,提出了一些新的方法来解决联机英文手写识别问题·首先,运用一些先验知识对所获得的基线进行调整;其次,针对英文识别过程的复杂度太高,提出了快速有效的解码算法———主笔划分层构筑Viterbi算法;最后,将多阶段的分类信息融合到决策过程中,较大幅度地提高了系统的性能·在Unipen训练集和实验室数据集上测试取得了良好的效果
5) A* decode algorithm
A~*解码算法
6) permutation code algorithm
排列码算法
1.
Implementation of Data Encrytion in ERP System Based on Permutation Code Algorithm;
基于排列码算法的ERP系统的数据加密实现
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
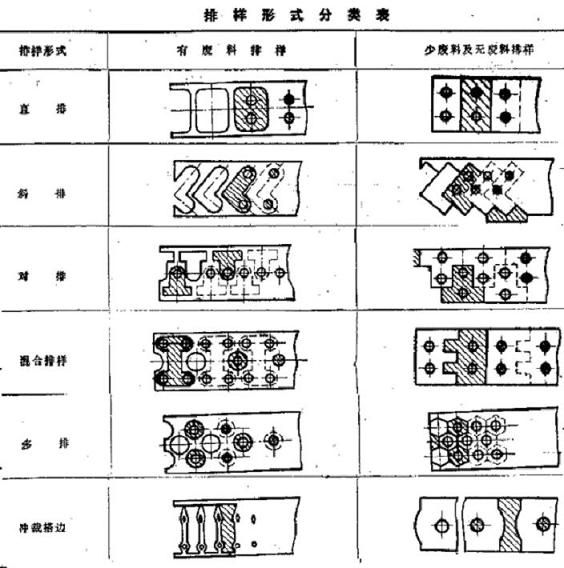
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条