1) Electrochemical Turning Machining(ECTM)

电解车削
1.
Introduces the theory and machine tool of NC Electrochemical Turning Machining(ECTM).
介绍数控电解车削加工原理及试验装置。
2) electrochemical turning
电解车削加工
3) numerical controlled electrochemical turning
数控电解车削
4) electrolysis brush
电解擦削
1.
An experimental research of stainless steel's electrolysis brush has been done to solve the problem of complex exterior fast smooth machining,and has drawn a random rule that the electrolysis brush of stainless steel can wipe off redundancies by means of changing the thickness of flexible cathode envelop and the technical parameters of processing voltage and the mix of electrolyte.
为了解决不锈钢复杂表面的快速光整加工问题,进行了不锈钢的电解擦削试验研究。
5) electrochemical grinding
电解磨削
1.
The formula of computing the five coordinates of electrochemical grinding machine tool is gained by researching the movement trail of the grinding wheel.
为了精密加工整体叶轮的叶片型面,进行了五轴联动数控电解磨削加工直纹面的算法研究。
2.
An electrochemical grinding method was investigated.
为此,通过改进专用的加工设备、开发实用的电解磨削溶液,优化了电解磨削工艺参数,解决了硬韧材料齿面的加工难题,其磨削效率高(9个齿18个齿面在120min左右即可完成),齿面粗糙度Ra达0。
6) electrolytic grinding
电解磨削
1.
This paper introduces the principle and characteristic of electrolytic grinding working hard alloy workpiece.
阐述了电解磨削硬质合金工件的原理、特点 ,并对其加工工艺的影响因素进行了分
2.
By technical testing of using electrolytic grinding in electric pulse and direct current,the author discusses the testing results and the law of electric parameter affecting degree of accuracy of dimension and roughness of surface of workpiece is obtained.
通过脉冲电解磨削和直流电解磨削的工艺试验研究 ,分析并讨论了加工中的试验结果 ,得到了电参数对工件尺寸精度和表面粗糙度的影响规律。
补充资料:特种加工:电解加工
利用金属在电解液中产生电化学阳极溶解的原理对工件进行成形加工的特种加工﹐又称电化学加工﹐英文简称 ECM。电解加工于20世纪50年代中期在苏联和美国开始应用。日本于60年代初期发明的混入一定量压缩空气的混气电解加工﹐提高了加工精度。
加工原理 图 电解加工原理图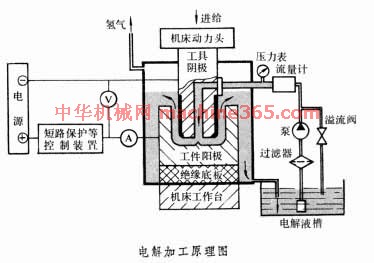 为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。
为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。
电解液的成分主要取决于工件材料和加工要求﹐氯化钠(NaCl)和硝酸钠(NaNO3)水溶液使用较为普遍﹐某些场合也使用氯酸钠(NaClO3)水溶液。对不锈钢﹑钛合金等工件材料﹐为了防止电蚀和改善表面质量﹐可使用两种或多种成分混合的电解液。混气电解加工是在电解液中混入一定量的压缩空气﹐使加工区域内电解液的流场分布更为均匀﹐加工间隙趋向一致﹐从而提高加工精度。
特点和应用 电解加工的特点是﹕①能以简单的进给运动一次加工出复杂的型腔或型面。②可加工高硬度﹑高强度和高韧性的难加工金属材料(如淬火钢﹑高温合金和钛合金等)。③工具电极不损耗。④产生的热量被电解液带走﹐工件基本上没有温升﹐适合于加工热敏性材料的零件。⑤加工中无机械切削力﹐加工后零件表面无残余应力﹐无毛刺。⑥表面粗糙度可达R 1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。
1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。
加工原理 图 电解加工原理图
为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。 电解液的成分主要取决于工件材料和加工要求﹐氯化钠(NaCl)和硝酸钠(NaNO3)水溶液使用较为普遍﹐某些场合也使用氯酸钠(NaClO3)水溶液。对不锈钢﹑钛合金等工件材料﹐为了防止电蚀和改善表面质量﹐可使用两种或多种成分混合的电解液。混气电解加工是在电解液中混入一定量的压缩空气﹐使加工区域内电解液的流场分布更为均匀﹐加工间隙趋向一致﹐从而提高加工精度。
特点和应用 电解加工的特点是﹕①能以简单的进给运动一次加工出复杂的型腔或型面。②可加工高硬度﹑高强度和高韧性的难加工金属材料(如淬火钢﹑高温合金和钛合金等)。③工具电极不损耗。④产生的热量被电解液带走﹐工件基本上没有温升﹐适合于加工热敏性材料的零件。⑤加工中无机械切削力﹐加工后零件表面无残余应力﹐无毛刺。⑥表面粗糙度可达R
1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条