|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
您的位置: 首页 -> 词典 -> 弯曲—扭转耦合振动
1) coupled bending and torsion vibration

弯曲—扭转耦合振动
2) Bending-torsion coupled vibration
弯曲-扭转耦合振动
3) Bi-axes bending-torsional coupled vibrations
双向弯曲扭转耦合振动
4) bending-torsion coupling
弯曲扭转耦合
5) lateral-torsional coupling vibration
弯扭耦合振动
1.
Vibration equations of each axis are built,and then are synthesized to form lateral-torsional coupling vibration equation of multi-parallel gear-rotor system.
结果表明,由于齿轮的耦合作用,多平行齿轮转子系统的振动不同于单轴转子,突出表现为各轴间的弯扭耦合振动,派生出许多新的模态,各轴上的不平衡会引起整个系统的振动响应。
2.
In the study of lateral-torsional coupling vibration of a geared rotor system,two coupling models are available,namely force coupling model and geometry coupling model.
在研究齿轮轴系的弯扭耦合振动时,有两种常用的耦合模型,即力耦合模型和几何耦合模型。
3.
In global coordinate system,all these vibration equations were synthesized to the lateral-torsional coupling vibration equation of the complex gear-roto.
针对存在非平行轴的多分支齿轮耦合复杂转子系统,基于子结构分析理论,将系统中的每一根轴视为单元,将齿轮啮合力视为单元的激振力,在局部坐标系中采用集总质量法建立该单元的振动方程;在系统总体坐标系中,将各单元的振动方程联立,形成齿轮耦合复杂转子系统弯扭耦合振动方程,通过数值求解,获得系统固有频率和动态响应。
6) coupled flexural and torsional vibrations
弯扭耦合振动
1.
Increment transfer matrix method and its application in the coupled flexural and torsional vibrations analysis;
增量传递矩阵法及其在轴系弯扭耦合振动中的应用
2.
And matrix equations calculating the responses of coupled flexural and torsional vibrations were deduced.
基于多段集中质量模型和增量传递矩阵法,并结合Riccati法,建立了汽轮发电机组轴系弯扭耦合振动瞬态响应求解模型。
3.
The nonlinear differential equations of coupled flexural and torsional vibrations are established.
针对两端刚性支承的Jeffcott转子 ,推导了裂纹转子的弯扭耦合振动非线性微分方程 ,通过数值仿真手段 ,分析了升速过程中弯振和扭振的瞬态特性 ,并详细探讨了加速度、裂纹减小刚度、裂纹夹角、质量偏心以及阻尼系数等因素对弯扭耦合振动瞬态特性的影响。
补充资料:弯曲扭转复合模
青岛建筑工程学院机电学院(山东青岛 266033) 田福祥
[摘要]弯曲扭转复合成形有一定难度。本文给出了实用的弯曲扭转复合模结构,论述了模具工作原理。该复合模采用垂直浮动模块和水平移动滑块,在压力机一次行程中完成弯曲、扭转和矫正工序。工作效率高,成形零件精度高。
关键词 弯曲 扭转 复合模
1 成形零件和模具结构
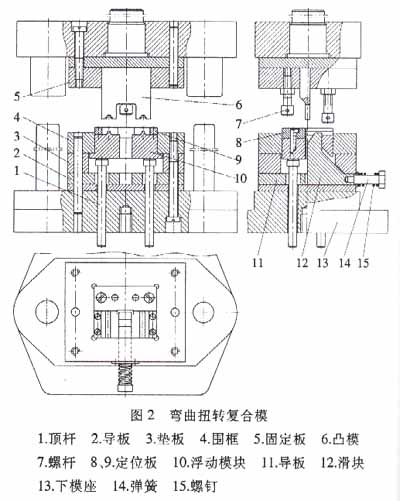
图l是某一电器产品上的零件,材料为08钢,厚度为1mm,生产批量大。该零件成形包含两端圆弧的弯曲工序和中部90度的扭转工序。该零件的弯曲扭转复合模结构如图2所示,用在J23—25型机械压力机上,使零件一次冲压成形。

2模具工作过程
(1)模具初始状态和毛坯定位。冲压前,浮动模块10在橡胶(装在下模座13的下面,图面所限,图中未示出)弹顶力和围框4作用下处于其上极限位置,滑块12在弹簧14和浮动模块lo作用下处于其偏离模具中心的极限位置(参见图2的左视图)。橡胶的最小弹顶力(橡胶被上模压缩变形初始时刻的张力,等于橡胶的预紧力)必须大于工件两端圆弧弯曲成形所需的压力。毛坯放在浮动模块10上,靠定位板8和9定位。
(2)两端圆弧弯曲。上模下行,先由凸模6与浮动模块10使工件两端圆弧成形。此时,橡胶未被压缩(模具装配时的预压变形除外),浮动模块10和滑块12静止不动,仍处于其初始位置。
(3)中间部分扭转。上模继续下行时,在凸模6和两个螺杆7压力作用下,浮动模块下移(橡胶被压缩),工件则被凸模6和浮动模块lo夹持着下移,工件中间部分沿滑块12上端斜面扭转90’。
(4)工件矫正整形。随着上模继续下行,浮动模块10下端斜面使滑块12向中心移动,将下件矫正整形,使工件最终成形。
(5)工件出模。上模上升,工件留在浮动模块10上,橡胶的弹顶力将浮动模块顶至具上极限位置,操作者从浮动模块上取下上件。
3 几点说明
(1)凸模的固定。由于凸模6的横截面轮廓为长方形(非圆形),且尺寸较小,故采用铆接固定工艺。装配时将八模6的底面铆开,然后磨平。
(2)螺杆的作用。凸模6与浮动模块10将下件两端圆弧成形后,上模需克服掘胶弹顶力推着浮动模块10继续下行。由于凸模与浮动模块的接触面很窄,凸模截面积小,如果上模仅通过凸模推浮动模块下移,则可能导致二种情况发生:其一固浮动模块上、下受力位置不对称,模块受力不均衡,使模块偏斜。其二,凸模受力太强,易损坏。为此,在上模的固定板5上增加两个螺杆7,两个螺杆位置关于模具中心对称,其下端一高低(分别与定位板8的上平面和浮动模块10的上平面相对应)。在工件两端圆弧成形后,两个螺杆同时分别接触定位板8和浮动模块10,并与凸模6一起克服橡胶弹顶力,推着浮动模块10下移,以保证浮动模块受力均衡,下移平稳,不发生偏斜。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|