1) Raw casting basic dimension

铸件毛坯基本尺寸
2) blank dimension benchmark
毛坯尺寸基准
1.
After analyzing the functions of blank dimensions,from the point of minimizing the in- fluences of blank dimensions and position errors on part precision and rough machining allowance pre- cision,a new method of choosing blank dimension benchmark was presented.
分析了毛坯尺寸的作用(功能),从使毛坯尺寸及位置误差对零件精度及粗加工余量精度影响最小的角度出发,提出了基于功能的毛坯尺寸基准的选择方法。
3) blank size
毛坯尺寸
1.
Accroding to the structure characteristics and using request of the hanger, analyzed the press process, through using hole deformation compensation method, determined an efficient process plan and component blank size, designed the practical die structure, satisfied the component using request, reduced the cost.
针对零件结构及使用要求,对其冲压工艺进行了分析,通过利用孔变形补偿法,确定了一种经济性加工工艺方案及零件的毛坯尺寸,设计了实用的模具结构,满足了零件的使用要求,降低了生产成本。
2.
According to the service conditions of petroleum devices at low temperature,the impact properties of 35CrMoA steel and cast steel ZG35CrMo applied commonly in petroleum industry and the effects of the processing conditions,blank sizes,and temperature were respectively studied.
针对石油钻采设备的低温服役条件,考察了石油工业常用35CrMoA钢及ZG35CrMo铸钢的冲击性能以及热处理工艺、毛坯尺寸和温度等因素的影响。
3.
The calculation of blank size and the method of technological calculation in drawing lamp box was briefly stated.
分析了盒形件在拉深过程中的变形特点,并以一个典型盒形件—金属灯盒为实例,重点介绍了盒形件拉深成形时毛坯尺寸的确定和工艺计算的方法和步骤。
4) blank dimension
毛坯尺寸
1.
Solving the blank dimension of rotational drawing parts with CAD software;
用CAD软件辅助求解旋转体拉深件的毛坯尺寸
2.
The blank dimensions were calˉculated with the3D forming and searching functions provided by the CAD software.
介绍了膜盒工作原理和成形工艺,采用合件拉伸成形并结合CAD软件提供的三维成形和查询功能,进行落料毛坯尺寸计算,阐述了膜片合件成形模结构及模具主要零件的加工工艺。
5) shaping size
坯件尺寸
6) casting rough
铸件毛坯
1.
It can provide important evidences to frock in cold machining, At the same time, the casting rough draft and craft draft could be exported.
利用三维实体造型软件的参数化设计思想,在UGNX环境中,通过对零件实体图的尺寸、结构、加工要求等信息的读取,经过二次开发程序的分析后,自动形成铸件的毛坯三维实体图,为在三维环境下的冷加工工装设计提供重要的依据,并能快捷地转换成铸件毛坯图和铸造工艺图。
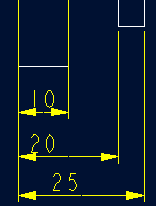
补充资料:工程图标准尺寸及坐标尺寸
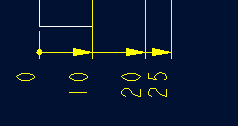
标准标注类型,是我们常用的标注类型。而坐标标注是便于数控加工采用的另一中标注形式。PRO/E可以将两种标注方式进行转换。
· 3.2 标准标注到坐标标注的转换
注意: 转化为坐标标注的尺寸必须是线性标注的,下列尺寸不能转化为坐标标注:
- 被显示成线性尺寸的直径
- 中心线尺寸
- 选择MODIFY DRAW > Dim Params > Dim Type > Ordinate Dim > Create Base.
- 选择作为参考基准线的尺寸
- 选择基准的引出线,该点为0点
- 选择 MOD DIM TYPE > Lin to Ord .
- 选择线性尺寸:注意:必须选择具有相同基准的尺寸
 ========>>>>
========>>>>
1. 选择 DIM PARAMS > Diam Dim Type .
2.点击Ord to Lin 
3.选择尺寸即可
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条