|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) containerless casting

无模铸造
2) Patternless casting manufacturing
无模铸型制造
1.
In Patternless casting manufacturing technology by using the disperse/cumuli prototyping principle of rapid manufacturing and resin sand moulding material,the three dimensional CAD model is stratified,sliced,the information of different high section are obtained,then these section are scaned,jet solidify,the resin sand prototyping or casting model is direct obtained.
无模铸型制造技术是以树脂砂为成型材料,利用快速成型技术的离散/堆积成型原理,对三维CAD实体模型进行分层切片处理,得到不同高度截面层的信息,采用截面扫描、喷射固化工艺,直接获得树脂砂铸型或铸造模具的一种方法。
3) patternless casting manufacturing(PCM)
无模铸型制造(PCM)
4) sandless casting
无砂铸造
5) marginless melted module precise casting
无余量熔模精密铸造
1.
This paper introduces the general situation of the development of marginless melted module precise casting,expatiates on its technological characteristics,and briefly introduces its expanded application in the recent ten years combined with the popularization and the application fields of marginless melted module precise casting.
介绍了无余量熔模精密铸造的发展慨况,叙述了无余量熔模精密铸造具备的技术特点,并结合无余量熔模精密铸造的推广应用领域,对无余量熔模精密铸造近10余年的拓展应用进行了简略的介绍。
6) Investment Casting
熔模铸造
1.
Pattern-properties of SLS and Investment Casting;
SLS模料特性及熔模铸造工艺研究
2.
Production of Planetary Frame with Complex Cavity in Investment Casting;
具有复杂内腔的行星轮架熔模铸造工艺
3.
Polyethylene Wax and Colloidal Silica Shell Mold in Investment Casting;
聚乙烯蜡-硅溶胶熔模铸造工艺
补充资料:无模铸型制造工艺的应用
无模铸型制造工艺是将快速成形工艺与传统的树脂砂工艺相结合,是直接面向快速制造的一种新型工艺。该工艺突破了传统铸型制造工艺的许多障碍,使设计、制造的约束条件大大减少。满足对市场响应的快速性、灵活性。
1 引言
无模铸型制造(Patternless Casting Manufacturing,简称PCM)工艺是一种与传统树脂自硬砂工艺相结合的新型快速成形工艺。其基本原理是:利用RP技术的离散/堆积成形原理,采用轮廓扫描、喷射固化工艺,实现铸型的快速直接成形而无需模样,基本原理如下图所示: 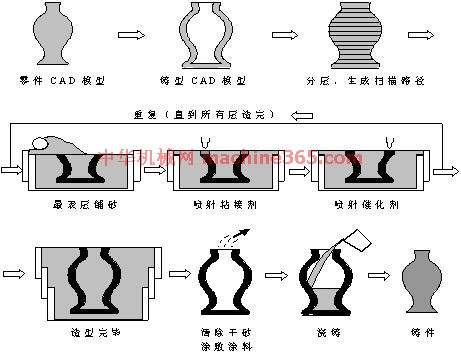
图1 PCM原理图
首先从零件CAD模型得到铸型CAD模型。由铸型CAD模型的STL文件分层,得到截面轮廓信息,再以层面信息产生控制信息。造型时,第一个喷头在每层铺好的原砂上由计算机控制精确地喷射粘结剂,第二个喷头再沿同样的路径喷射催化剂,或者采用双喷头一次复合喷射技术按照截面轮廓信息同时喷射粘结剂和催化剂。两者发生胶联反应,一层层固化型砂而堆积成形。粘结剂和催化剂共同作用地方的原砂被固化在一起,其他地方原砂仍为颗粒态之干砂。固化完一层后再粘接下一层,所有的层粘接完之后就得到一个空间实体。原砂在粘结剂没有喷射的地方仍是干砂,比较容易清除。清理出中间未固化的干砂就可以得到一个有一定壁厚的铸型,在砂型的内表面涂敷或浸渍涂料之后就可用于浇注金属。 2 PCM工艺的特点 同传统铸型制造技术相比,PCM工艺具有无可比拟的优越性,它不仅使铸造过程高度自动化、敏捷化,降低工人劳动强度,而且在技术上突破了传统工艺的许多障碍,使设计、制造的约束条件大大减少。具体表现在以下方面: 2.1 造型时间短 利用传统的方法制造铸型必须先加工模样,无论是普通加工还是数控加工,模样的制造周期都比较长。对于大中型铸件来说,铸型的制造周期一般以月为单位计算。由于采用计算机自动处理,PCM工艺的信息处理过程一般只需花费几个小时至几十个小时。所以从制造时间上来看,该工艺具有传统造型方法无法比拟的优越性。 2.2 制造成本低 PCM工艺的自动化程度高,其设备一次性投资较大,其它生产条件如原砂、树脂等原材料的准备过程与传统的自硬树脂砂造型工艺相同。然而又由于它造型无需模样,对于一些大型、复杂铸件,模具的成本又较高,所以其收益是明显的。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|