|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) long range stress field

长程应力场
2) induced process stress field
过程应力场
3) engineering ideal stress field
工程理想应力场
1.
It is shown after the investigation that the ideal stress field in crack technique and the engineering ideal stress field can be taken as the optional objective for optimum design of cutting process as well as a quality evaluation indicator of special processing methods now existing or will-to-be de.
研究结果表明:裂纹技术的理想应力场和工程理想应力场,既可作为切削过程优化设计的最佳目标,也可作为各种已有(或将产生的)特种加工方法优劣的衡量指标,特别是裂纹技术的核心要素——裂纹,为切削加工提供了一把天然的,无限锋利的切具,使研究理想切削成为可能。
4) Long-Term Effect
长程效应
1.
Long-Term Effect of Ecosystem Evolution in Arid Regions, NW China;
中国西北干旱区生态系统演化的长程效应研究
5) stress fields
应力场
1.
Numerical simulation of low transformation temperature electrodes' residual stress fields;
低相变点焊条焊接接头残余应力场的数值模拟
2.
Influence of air-arc cutting on initial stress fields;
电弧气刨对板材初始应力场的影响
3.
Dynamic stress fields around crack-tip in FGMs
功能梯度材料裂纹尖端的动态应力场
6) stress
[英][stres] [美][strɛs]
应力场
1.
Infinite element simulation of temperature field and stress field of T-Joint;
丁字接头的温度场和应力场的有限元模拟
2.
A Kind of Cracking Tip Stress Fields on the Interface;
界面上的一类裂尖应力场
3.
Variation Characteristics of Regional Stress Field in Datong Basin and Its Relationship with Medium Strong Earthquakes;
大同盆地区域应力场变化特征及其与中强地震的关系
补充资料:铣刀片的应力场分析
【摘要】 铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。
1.引言
铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。 2.面铣切削加工坐标系统的建立 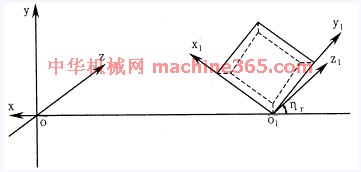
图1 面铣切削加工坐标系统
面铣切削加工坐标系统由刀体坐标系和刀片坐标系组成,如图1所示。 在刀体坐标系中,Y轴为铣刀轴线,X轴在基面内过刀尖与Y轴相交。在刀片坐标系中,y1轴通过主切削刃,x1轴通过副切削刃,刀片前刀面在x1o1y1平面内。铣刀半径为R=OO1,铣刀前角为g0,刃倾角为ls,主偏角为K,法向前角为gn。 面铣刀无论具有何种几何角度,都可看作是由刀体坐标系经过一次平移和三次旋转而成,可用矩阵表示为 
其中 A11=cosgnsinhr+singnsinlscoshr
A12=cosgncoshr-singnsinlssinhr
A13=singncosls
A21=-coslscoshr
A22=coslssinhr
A23=sinls
A31=-singnsinhr+cosgnsinlscoshr
A32=-singncoshr-cosgnsinlssinhr
A33=cosgncosls
tggn=tgg0cosls
图2 切入冲击力的方向
3.切入冲击力方向的确定 铣削与车削的不同之处在于铣削为断续切削,存在着切入、切出过程,铣刀的破损主要是由机械冲击力引起的。因此,首先要确定铣刀切入瞬间冲击力的作用方向。铣削时,铣刀高速旋转,工件缓慢进给,若忽略进给运动(因进给运动速度仅为铣刀运动速度的约1/4),铣刀切入冲击力的方向应该在刀具相对工件运动的切线方向上。如图2所示。 由图1可知,切入冲击力方向为Z轴方向,力F分解到刀片坐标系中为 
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|