1) tap chuck

丝锥夹套
2) screw tap clamp
丝锥夹具
1.
Design on floating screw tap clamp on economical numerical control lathe with djustable torque;
可调扭矩保护经济型数控车床浮动丝锥夹具设计
3) serial taps
成套丝锥
4) shell tap
套式丝锥
5) rope fastenings,rope hitch,rope shackle,rope socket
钢丝绳锥套
6) reversible tap holder
可逆转丝锥夹头
补充资料:刀具:丝锥
主要参数与被加工螺孔相同的螺纹加工工具﹐用於切削或修整内螺纹。在加工小规格螺孔时﹐丝锥几乎是唯一的加工工具。丝锥常分为手用丝锥﹑机用丝锥﹑螺母丝锥(用於在螺母加工机床上切製螺纹)﹑板牙丝锥(用於切製和校正板牙螺纹)﹑管螺纹丝锥和锥形螺纹丝锥等(见图 丝锥的类型和结构 )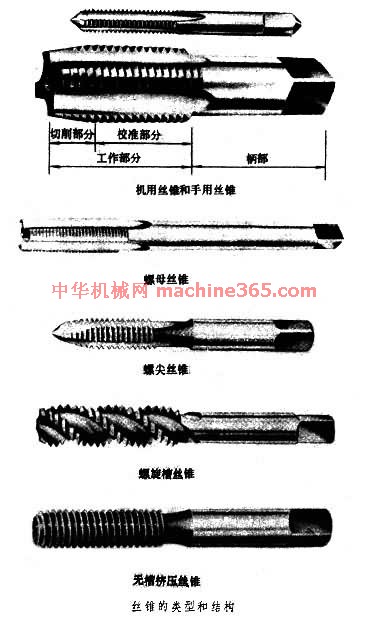 。
。
机用和手用丝锥是切製普通螺纹的标準丝锥。中国习惯上把製造精度较高的高速钢磨牙丝锥称为机用丝锥﹐把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥﹐实际上两者的结构和工作原理基本相同。通常﹐丝锥由工作部分和柄部构成。工作部分又分切削部分和校準部分﹐前者磨有切削锥﹐担负切削工作﹐后者用以校準螺纹的尺寸和形状。
丝锥通常分单支或成组的。中小规格的通孔螺纹可用单支丝锥一次攻成。当加工盲孔或大尺寸螺孔时常用成组丝锥﹐即用 2支以上的丝锥依次完成一个螺孔的加工。成组丝锥有等径和不等径两种设计。等径设计的丝锥﹐各支仅切削锥长度不同﹔不等径设计的丝锥﹐各支螺纹尺寸均不相同﹐只有最后一支才具有完整的齿形。不等径设计的丝锥切削负荷分配合理﹐加工质量高﹐但製造成本也高。梯形螺纹丝锥常採用不等径设计。
为了提高丝锥的切削效率﹑改善容屑和排屑状况﹐减少崩齿和摺断﹐现代丝锥有多种新型结构。螺尖丝锥﹕切削部分磨有斜槽﹐形成负的刃倾角(见刀具)﹐切削时切屑向前排出﹐适於加工通孔。螺旋槽丝锥﹕容屑槽为螺旋形﹐在加工盲孔右旋螺纹时﹐丝锥要製出右螺旋容屑槽﹐使切屑向前排出﹐不刮伤螺纹。无槽挤压丝锥﹕靠挤压孔壁时金属的塑性变形形成螺纹﹐主要用於加工铝合金﹑铜等塑性材料﹐也可加工低碳钢和不锈钢。丝锥前端的挤压锥部是锥形螺纹。为了减少摩擦﹑降低挤压力﹐丝锥断面做成多边形。挤压丝锥强度高﹐特别适於加工直径在6毫米以下的小规格螺孔。跳牙丝锥﹕沿刀齿螺旋线方向相间磨去一齿﹐因而增大了切屑厚度﹐有利於断屑和排屑﹐用於加工不锈钢等工件。内排屑丝锥﹕切屑从丝锥的内孔中排出﹐用於加工大规格螺孔。自动收缩丝锥﹕攻丝完毕后丝锥刀齿能自动向内收缩﹐以便快速退出。拉削丝锥﹕是一把刀齿分布在螺旋线上的拉刀﹐常用於加工梯形和方牙螺纹。硬质合金丝锥﹕主要用於加工铸铁和有色金属﹐切削效率和刀具寿命较高。
。 机用和手用丝锥是切製普通螺纹的标準丝锥。中国习惯上把製造精度较高的高速钢磨牙丝锥称为机用丝锥﹐把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥﹐实际上两者的结构和工作原理基本相同。通常﹐丝锥由工作部分和柄部构成。工作部分又分切削部分和校準部分﹐前者磨有切削锥﹐担负切削工作﹐后者用以校準螺纹的尺寸和形状。
丝锥通常分单支或成组的。中小规格的通孔螺纹可用单支丝锥一次攻成。当加工盲孔或大尺寸螺孔时常用成组丝锥﹐即用 2支以上的丝锥依次完成一个螺孔的加工。成组丝锥有等径和不等径两种设计。等径设计的丝锥﹐各支仅切削锥长度不同﹔不等径设计的丝锥﹐各支螺纹尺寸均不相同﹐只有最后一支才具有完整的齿形。不等径设计的丝锥切削负荷分配合理﹐加工质量高﹐但製造成本也高。梯形螺纹丝锥常採用不等径设计。
为了提高丝锥的切削效率﹑改善容屑和排屑状况﹐减少崩齿和摺断﹐现代丝锥有多种新型结构。螺尖丝锥﹕切削部分磨有斜槽﹐形成负的刃倾角(见刀具)﹐切削时切屑向前排出﹐适於加工通孔。螺旋槽丝锥﹕容屑槽为螺旋形﹐在加工盲孔右旋螺纹时﹐丝锥要製出右螺旋容屑槽﹐使切屑向前排出﹐不刮伤螺纹。无槽挤压丝锥﹕靠挤压孔壁时金属的塑性变形形成螺纹﹐主要用於加工铝合金﹑铜等塑性材料﹐也可加工低碳钢和不锈钢。丝锥前端的挤压锥部是锥形螺纹。为了减少摩擦﹑降低挤压力﹐丝锥断面做成多边形。挤压丝锥强度高﹐特别适於加工直径在6毫米以下的小规格螺孔。跳牙丝锥﹕沿刀齿螺旋线方向相间磨去一齿﹐因而增大了切屑厚度﹐有利於断屑和排屑﹐用於加工不锈钢等工件。内排屑丝锥﹕切屑从丝锥的内孔中排出﹐用於加工大规格螺孔。自动收缩丝锥﹕攻丝完毕后丝锥刀齿能自动向内收缩﹐以便快速退出。拉削丝锥﹕是一把刀齿分布在螺旋线上的拉刀﹐常用於加工梯形和方牙螺纹。硬质合金丝锥﹕主要用於加工铸铁和有色金属﹐切削效率和刀具寿命较高。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条