1) ceramic tool
氧化铝刀具
2) oxidation
氧化
1.
New process of isobutyric acid from isobutyraldehyde by water oxidation;
异丁醛加水氧化制异丁酸新工艺
2.
Catalytic oxidation of cyclohexanol into adipic acid using ammonium tungstate as catalyst;
钨酸铵催化氧化环己醇合成己二酸
3.
Oxidation Ability of Nanocrystalline Ni-Coated Al Powders;
纳米镍包覆超细铝复合粉末的氧化性能
3) oxidization
氧化
1.
A Study of Fish Oil Extraction and Its Autioxidization;
鱼油提取及抗氧化性能研究
2.
Optimization plans for oxidization process of hydrogen peroxide production;
过氧化氢生产中氧化工序的优化
3.
Effective Factors on Lignin-based Surfactant Made by Oxidization of Wheat-straw Alkaline Lignin;
木质素氧化制取表面活性剂的适宜条件
4) NO oxidation
NO氧化
1.
The results showed that NO reduction and NO oxidation.
结果表明:NO还原和氧化在其脱除过程中同时共存,当NO,N2,O2,H2O和CO2的体积浓度分别为200×10-6,80%,5%,6%和9%时,NO氧化所占的比例比NO还原的大很多;脉冲频率增大导致NO还原率和氧化率均增大;H2O浓度增大导致HNO3浓度增大,表明NO氧化所占的比例随H2O浓度增大而增大。
2.
The catalytic activities of four kinds of supports γ Al 2O 3, ZrO 2, TiO 2 and SiO 2 as well as the Pt catalysts supported on them were investigated for the NO oxidation at the reaction temperature 423K.
研究了载体在 SO2 影响 NO催化氧化过程中的作用 ,考察了反应温度为 42 3 K时 ,γ-Al2 O3、Zr O2 、Ti O2 和 Si O2 4种载体及其负载的 Pt催化剂对 NO的氧化性能 ,与 SO2 存在下的 NO反应活性相比 ,只有 γ-Al2 O3及其负载的 Pt催化剂上存在 SO2 促进 NO氧化的现象。
3.
A study is carried out to see the effects of reaction temperatures and / molar ratios on NO oxidation by ozone in a tube reactor.
当[O3]/[NO]=1、反应温度分别为常温和200℃时,NO氧化率都达到100%,而在275℃时,NO氧化率只有72%,表明反应温度影响显著,其原因主要与较高温度下O3分解加快有关。
5) oxidize
氧化
1.
Copper colloid oxidized by air to prepare cuprous oxide nanoparticles;
铜胶体氧化法制备纳米氧化亚铜
2.
The representative endocrine disrupters(EDCs)Methomyl was oxidized by O3 and the impact of humic acid, hydrogen peroxide and hydroxyl radical inhibitor hydrogen carbonate ion and tert-butyl alcohol (TBA) on the Methomyl removal was discussed.
采用O3氧化去除水中内分泌干扰物灭多威,通过投加腐殖酸、过氧化氢及羟自由基抑制剂碳酸根离子和叔丁醇,考察灭多威的去除效果。
6) Oxygenation
氧化
1.
Effects of Oxygenation/Antioxygenation Imbalance in Pathogenesis and Therapy of Pulmonary Interstitial Fibrosis;
氧化/抗氧化失衡在肺间质纤维化形成及防治中的作用
2.
nitro-4-methysulfonyl benzoic acid is synthesized from 4-methysulfonyl toluene by nitration and oxygenation, using sodium dichromate as an oxidizing agent.
本研究以对甲砜基苯甲酸为原料,经硝化、重铬酸钠氧化,制得2硝基4甲砜基苯甲酸,两步反应总收率达80%,产品纯度≥99%。
3.
Chemical modification including oxygenation, esterify, graft copolymerization and so on.
化学改性主要有氧化、交联、酯化和接枝共聚。
参考词条
氧化铝/氧化钛/氧化硅
一氧化碳氧化
氧化钼/二氧化硅
氧化锰/氧化铝
氧化锆-二氧化硅
氧化氢氧化铁
氧化铜/氧化铝
氧化铈-氧化锆
氧化锌/二氧化钛
氧化锆/氧化铝
氧化氢氧化钴
氧化铝一氧化锆
氧化铈/氧化锆
二氧化氯氧化
氧化铝-氧化锆
完全多部图Kn(t)
口译者
补充资料:刀具:锥齿轮加工刀具
专用於切削各种锥齿轮齿形的齿轮加工刀具。锥齿轮加工刀具按被切齿轮的种类可分为直齿锥齿轮刀具﹑弧齿锥齿轮刀具和延长外摆线锥齿轮刀具3类。
直齿锥齿轮刀具 主要有成对刨刀﹑成对铣刀盘﹑拉-铣刀盘和锥齿轮定装滚刀等(图1 直齿锥齿轮刀具 ) 。
。
成对刨刀 常用於加工模数为 0.3~20毫米的直齿锥齿轮。刨刀的齿形角等於被切齿轮的公称压力角﹐刀体上有前角﹐但无后角(见刀具)。工作后角是靠刨刀斜装於刀座而获得。加工时﹐两把刨刀分布在相邻齿槽内加工一个轮齿的两侧面。
成对铣刀盘 工作原理与成对刨刀基本相同(见齿轮加工)﹔但刀盘直径大(150~600毫米)﹑齿数多﹐生產率较刨齿高2~4倍。在加工齿轮时﹐齿数相等的两把铣刀盘在同一齿槽内分别切出左右侧面的齿形。但刀齿互相错开﹐一把铣刀盘的刀齿斜插在另一铣刀盘的两齿间。刀盘的直线切削刃分布在一个3°30左右的凹锥面上﹐因此能方便地切出鼓形齿﹐有利於嚙合。
拉-铣刀盘 用於加工模数为6毫米以下的直齿锥齿轮﹐刀盘直径为400~600毫米。刀体上装有15~17个扇形刀块﹐每块上有4~5个刀齿。粗切刀齿的顶刃逐渐昇高﹐齿昇量约为0.1毫米﹐它们逐渐地切入齿轮的齿槽直到全部深度﹐粗切刀齿部分最后7个刀齿的顶刃没有齿昇量﹐只用於修整齿槽的两侧面和槽底。粗切刀齿一般有18~20个﹐顶刃没有齿昇量。在精切刀齿前的缺口内﹐可安装一把成形刀﹐对齿顶进行倒角。拉-铣刀盘的切削是拉削和铣削的复合过程﹐是粗﹑精加工的混合过程。工作时刀盘一面旋转﹐同时作左﹑右往復移动。刀盘转一转可切好一个齿槽﹐生產率很高。拉-铣刀盘的刀齿均製成半径相等﹑但圆心位置不同的圆弧。刀齿是铲背的﹐用钝后刃磨前面。
锥齿轮定装滚刀 用於在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮﹐一般有两个刀齿﹐相隔180°。它们在按一定的速比转动时﹐在两个不同的位置上分别切出齿槽的两侧。
弧齿锥齿轮铣刀盘 又称格利森 (Gleason)铣刀盘﹐用於加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸)﹐共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘製成整体式﹐直径较大的製成镶齿式(图2 弧齿锥齿轮铣刀盘 )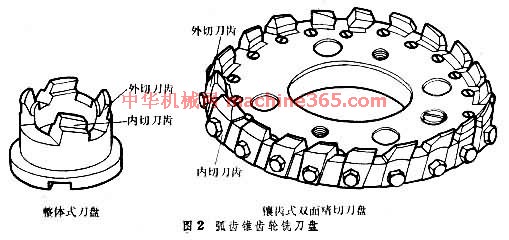 。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。
。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。
直齿锥齿轮刀具 主要有成对刨刀﹑成对铣刀盘﹑拉-铣刀盘和锥齿轮定装滚刀等(图1 直齿锥齿轮刀具 )
。 成对刨刀 常用於加工模数为 0.3~20毫米的直齿锥齿轮。刨刀的齿形角等於被切齿轮的公称压力角﹐刀体上有前角﹐但无后角(见刀具)。工作后角是靠刨刀斜装於刀座而获得。加工时﹐两把刨刀分布在相邻齿槽内加工一个轮齿的两侧面。
成对铣刀盘 工作原理与成对刨刀基本相同(见齿轮加工)﹔但刀盘直径大(150~600毫米)﹑齿数多﹐生產率较刨齿高2~4倍。在加工齿轮时﹐齿数相等的两把铣刀盘在同一齿槽内分别切出左右侧面的齿形。但刀齿互相错开﹐一把铣刀盘的刀齿斜插在另一铣刀盘的两齿间。刀盘的直线切削刃分布在一个3°30左右的凹锥面上﹐因此能方便地切出鼓形齿﹐有利於嚙合。
拉-铣刀盘 用於加工模数为6毫米以下的直齿锥齿轮﹐刀盘直径为400~600毫米。刀体上装有15~17个扇形刀块﹐每块上有4~5个刀齿。粗切刀齿的顶刃逐渐昇高﹐齿昇量约为0.1毫米﹐它们逐渐地切入齿轮的齿槽直到全部深度﹐粗切刀齿部分最后7个刀齿的顶刃没有齿昇量﹐只用於修整齿槽的两侧面和槽底。粗切刀齿一般有18~20个﹐顶刃没有齿昇量。在精切刀齿前的缺口内﹐可安装一把成形刀﹐对齿顶进行倒角。拉-铣刀盘的切削是拉削和铣削的复合过程﹐是粗﹑精加工的混合过程。工作时刀盘一面旋转﹐同时作左﹑右往復移动。刀盘转一转可切好一个齿槽﹐生產率很高。拉-铣刀盘的刀齿均製成半径相等﹑但圆心位置不同的圆弧。刀齿是铲背的﹐用钝后刃磨前面。
锥齿轮定装滚刀 用於在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮﹐一般有两个刀齿﹐相隔180°。它们在按一定的速比转动时﹐在两个不同的位置上分别切出齿槽的两侧。
弧齿锥齿轮铣刀盘 又称格利森 (Gleason)铣刀盘﹐用於加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸)﹐共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘製成整体式﹐直径较大的製成镶齿式(图2 弧齿锥齿轮铣刀盘 )
。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。