1) vulcanize cardboard
硫化硬纸板
2) vulcanization
硫化
1.
Quick vulcanization accelerator system for neoprene;
氯丁橡胶用快速硫化体系
2.
Effect of vulcanization on properties of silver-coated aluminum powder/methyl vinyl silicone rubber conductive composites;
硫化对镀银铝粉/甲基乙烯基硅橡胶导电复合材料性能的影响
3.
Vulcanization of polybutadiene latex induced by ~(60)Coγ-rays irradiation;
聚丁二烯胶乳的辐射硫化
3) sulfuration
硫化
1.
Study of sulfuration properties of rubber-sheet absorbers;
橡胶片型吸波材料硫化特性研究
2.
The Sulfuration and Changing of Strong Pulley;
主斜井强力皮带的硫化及更换
3.
Improvement project of hot water circulation system in tire plant sulfuration;
轮胎厂硫化过程热水循环系统改进方案
4) curing
硫化
1.
Synthesis, curing and performance of the high relative molecular mass aPP;
高相对分子质量aPP的合成、硫化及其性能
2.
Design on multiple cylinder and hydraulic pressuring system with highefficiency and energy saving for large platform multi curing press;
大台面多用硫化机高效节能多缸加压油压系统的设计
3.
Computer network group control system of curing presses;
硫化机计算机网络群控系统
5) sulfidation
硫化
1.
Kinetics ofγ-Al_2O_3 sulfidation;
γ-氧化铝硫化行为的动力学研究
2.
Effects of Ni Loading and Presulfidation on Reactivity of Thiophene Hydrodesulfurization over NiW/γ-Al_2O_3 Catalysts;
Ni含量及预硫化对NiW/γ-Al_2O_3催化剂上噻吩加氢脱硫反应活性的影响
3.
Sulfidation of Fe40Mo in 1kPa Sulphur Vapour ;
Fe40Mo合金在1kPa硫蒸气中的高温硫化
6) sulfurization
硫化
1.
Recovery of Cobalt,Nickel and Copper from Nickel Converter Slag by Reduction-sulfurization Process;
还原硫化法从镍转炉渣中富集钴镍铜
2.
Study on the sulfurization of water-soluble catalysts for slurry-bed hydroprocessing of residue Ⅰ Effect of sulfurization conditions on the species and dispersity of the sulfurized catalysts;
渣油悬浮床加氢水溶性催化剂预硫化研究Ⅰ硫化条件对硫化催化剂物种及分散度的影响
3.
Study on the sulfurization of water-soluble catalysts for slurry-bed hydroprocessing of residue Ⅱ XPS analysis of sulfurized product of molybdate;
渣油悬浮床加氢水溶性催化剂预硫化研究Ⅱ钼酸盐硫化产物的XPS分析
参考词条
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。
超硬刀具及其选用
超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。
1,超硬刀具材料及其选用
涂层硬质合金
在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。
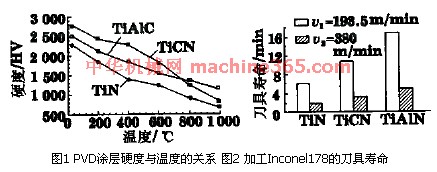
涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。