|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) rigid support structure

硬支承结构
2) Support structure
支承结构
1.
Expatiated the support structures of offshore wind turbine.
阐述了开发海上风电场的优势及当前海上风电场的开发现状,研究了海上风电场的风电机组设备和支承结构,分析了海上风电场的发展趋势及前景。
2.
By considering the interaction between piles and soil, and with combining three dimension finite element technology and analytical method, the mechanical properties of support structure for reinforced concrete rectangular flume in Dong Shen water supply project under static and dynamic loads are analyzed.
考虑桩土联合作用 ,采用三维有限元技术和解析法相结合的方法 ,对东深供水改造工程钢筋混凝土矩形渡槽下部支承结构 (排架和桩基础 ) ,在动、静荷载作用下的受力性能进行了分析 ,并论证了其稳定性能。
3) supporting structure
支承结构
1.
Study on influence of simulation range on dynamical character of hydraulic machine supporting structure;
模拟范围对水电站机组支承结构动力特性的影响研究
2.
Study on the extraction of gyro supporting structure sound signal and its frequency character
陀螺支承结构的声信号提取及其频率特性分析
3.
The programming for the integral loading analysis is accomplished and the integral loading analysis for the membrane structures and the supporting structures is analyzed by some examples.
建立了膜结构与弹性支承结构整体荷载分析的基本方程,支承结构考虑了梁单元的几何非线性效应,给出了非线性方程组的迭代求解公式,编制了整体荷载分析程序。
4) Structure support plate
支承板结构
5) supporting steel structure
支承钢结构
6) double supporting structure
双支承结构
1.
Taking advantage of the active control system and the air gap between the rotor and stator, the bearing point was changed at the point of switching frequency and the formation of a double supporting structure, an even transition was attained.
利用电磁轴承具备主动控制系统和定子与转子之间有较大气隙的有利条件 ,通过采用电磁轴承双支承结构在转换频率处的支承转换 ,实现转子在共振区域的平稳过渡。
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。 超硬刀具及其选用 超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。 1,超硬刀具材料及其选用 涂层硬质合金 在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。 涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。 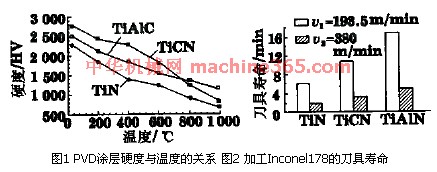
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|