|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) space frame-automobile

车架-汽车
2) Automotive frame
汽车车架
1.
Automotive frame is the key part of automobile.
论述了PHQ 1型汽车车架抛丸后处理设备的设计特点、主要技术性能指标,以及主要结构和工作原理,进一步分析了其产品成果。
2.
The dynamics of an automotive frame affects the strength, stability and comfort of the whole automobile, so it is important to make dynamic model modifications according to the respective demands.
现代汽车的高速化和舒适性要求汽车具有良好的动力特性,车架作为汽车的承重结构,其动态特性的好坏在很大程度上反映了汽车的整车特性,因此,汽车车架的模型修改在汽车设计中日趋重要。
3.
Based on the analysis of the structural feature of automotive frame a mathematical model foroptimization of the frame structural parameters was developed.
通过对汽车车架结构特点的分析,提出了车架结构参数优化的数学模型,讨论了车架的各种约束条件,并采用混合罚函数法对实例进行了优化设计。
3) Vehicle frame
汽车车架
1.
CAD/CAE Technology to Vehicle Frame Design and Application;
运用大型通用软件进行汽车车架零件CAD建模 ,采用构件装配方法建立了车架三维模型。
4) Frame
[英][freɪm] [美][frem]
汽车车架
1.
Finite Element Analysis for Frame Based on ANSYS;
基于ANSYS的汽车车架结构有限元分析
5) car frame
汽车车架
1.
A new type production line with self-propelled cranes for the cathode electrophoresis coating of car frame was used as an example to introduce the technology processes and conditions concerning the car frames with scale and without rust-removal prior to the coating.
以一条汽车车架阴极电泳涂装的自行小车输送涂装生产线为例,论述了涂装前未除锈、未除去氧化皮的汽车车架阴极电泳涂装生产线的工艺处理过程和条件,提出了车架表面氧化皮的超声波酸洗除锈工艺;阐述了生产线的设备选型原则、设备组成和布置;探讨了生产线设计方面应注意的问题。
6) automobile frame
汽车车架
1.
In allusion to the representational process of welding design for the automobile frame, this paper synthetically analyzed the effect of various parameters on welding air vent and welding transfiguration.
5算法应用于焊接领域,针对具有代表性的汽车车架焊接工艺设计过程,综合分析了各种工艺参数对焊接气孔和焊接变形的影响,为合理制定焊接工艺提供了参考,避免了焊接缺陷的产生。
补充资料:浅谈汽车车架纵梁加工设备的选择
着汽车工业的日益发展,汽车纵梁的数量和品种也不断增加,纵梁加工设备也不断创新完善,从而合理地选择纵梁加工设备是汽车纵梁制造企业保持强劲的竞争力的关键。
一般纵梁由主梁和加强梁组成,梁的形状为U型。加强梁装在主梁内,用铆钉连接。根据车型不同,纵梁分直梁式和曲梁式;又分等截面梁和变截面梁。
一、纵梁的加工工序
一般加工工序分两类,即先加工孔后成形或先成形后加工孔。
1、落料——加工孔——成形——(弯曲)
2、落料——成形——加工孔——(弯曲)
二、加工设备的选用
1、落料
(1)剪切型:用纵剪机和剪板机来完成。
(2)落料型:用大型压力机来完成。 比较
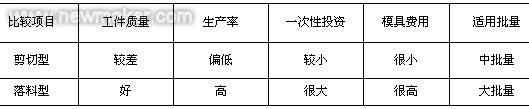
2、成形
(1)单面折弯型:用大型折弯机来完成。
(2)双面折弯型:用大型压力机来完成。
比较

3、孔加工
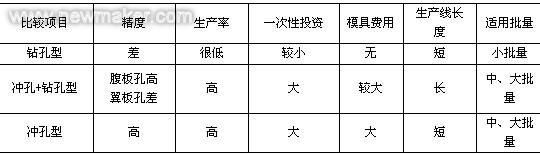
(1)平板上的孔加工
a、钻孔型:全部孔由数台摇臂钻床来完成,或由大型数控钻床来完成(可以几块板叠放一起钻)。
b、冲孔+钻孔型:主梁上的全部孔和加强梁的腹板孔由数控冲孔压力机来完成;成形后以主梁的翼板孔为准钻出加强梁的翼板孔(主梁和加强梁上孔的重合位置精度较高)。
c、冲孔型:全部孔由数控冲孔压力机来完成。
比较
(2)U形梁上的孔加工
a、钻孔型:全部孔由三面数控钻孔生产线或工件回转式单面数控钻孔生产线来完成。
b、冲孔+钻孔型:腹板孔由冲孔数控生产线来完成,翼板孔由双面钻孔数控生产线来完成(翼板孔很少)。
c、冲孔型:全部孔由几台冲孔压力机组成的数控生产线来完成。
比较
4、弯曲
a、普通型:由大型压力机来完成。
b、专用型:由专用数控弯曲机来完成,即一台固定压力机与一台可回转压力机铰接,并分别压紧腹板,通过油缸拉或推可回转压力机来完成折弯。在两台压力机上设有三对油缸对翼板进行夹紧,防止起皱。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|