|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) Heavy Vehicle Frame

重型汽车车架
1.
Study on Topology Optimization Technologies of Heavy Vehicle Frame;
本文就其在重型汽车车架结构优化设计领域的应用进行了初步探讨,主要研究工作有: 首先,利用HyperWorks的优化模块,根据某重型汽车主车架的实际尺寸、载荷情况,以及边界条件建立了三维拓扑优化基础模型,以多工况变形能为目标函数,体积比为约束函数,通过变密度法,针对同一模型进行了多次拓扑优化计算,得到了一组相似的拓扑结构。
2) heavy automobile suspension
重型汽车悬架
3) Heavy-duty truck Frame
重型载货汽车车架
4) heavy truck
重型汽车
1.
Reasonable replacement of engine oil of oilfield-used heavy trucks;
油田重型汽车发动机润滑油换油周期的研究
2.
Design of dual power cylinder in the steering system of double-front-axle heavy trucks;
双前桥重型汽车转向液压助力缸的设计
3.
Optimization design of the double rocking arms mechanism of heavy trucks;
重型汽车转向双摇臂机构的优化设计
5) Heavy-duty vehicle
重型汽车
1.
Configuration Analyzing and Modern Designing Methods of Steering-system of Heavy-duty Vehicle;
重型汽车转向系统的结构分析与设计方法研究
2.
On the basis of multi-body system dynamics theory and using ADAMS/View,a virtual prototype model for five-axle heavy-duty vehicle is established with its steering performance analyzed.
以多体系统动力学理论为基础,利用ADAMS建立了五轴转向重型汽车的整车虚拟样机模型,对该模型进行了仿真分析。
3.
s: The auto industry in China started lately but has been growing fast, especially in the heavy-duty vehicle segment.
中国汽车工业起步较晚,但发展速度较快,尤其是重型汽车的发展令人瞩目。
6) Heavy duty vehicle
重型汽车
1.
This paper introduces the network technology of control system and the diagnostic protocol SAE?J1708,SAE?J1587,SAE?J1922,ISO?9141,ISO?14230 used in the heavy duty vehicle.
简要介绍了用于重型汽车控制系统网络技术的通讯与诊断协议SAEJ170 8、SAEJ15 87、SAEJ192 2、ISO 9141、ISO 142 30。
2.
Constructing control network in heavy duty vehicle based on CAN bus has been extensively developed in European and American automobile manufacturers,whereas there is no self-design CAN bus network product in our country .
利用CAN总线在重型汽车内部形成控制网络,在欧美汽车厂家已得到成功实现,而国内目前尚无具有自主知识产权的重型汽车CAN总线控制网络产品。
补充资料:浅谈汽车车架纵梁加工设备的选择
着汽车工业的日益发展,汽车纵梁的数量和品种也不断增加,纵梁加工设备也不断创新完善,从而合理地选择纵梁加工设备是汽车纵梁制造企业保持强劲的竞争力的关键。
一般纵梁由主梁和加强梁组成,梁的形状为U型。加强梁装在主梁内,用铆钉连接。根据车型不同,纵梁分直梁式和曲梁式;又分等截面梁和变截面梁。
一、纵梁的加工工序
一般加工工序分两类,即先加工孔后成形或先成形后加工孔。
1、落料——加工孔——成形——(弯曲)
2、落料——成形——加工孔——(弯曲)
二、加工设备的选用
1、落料
(1)剪切型:用纵剪机和剪板机来完成。
(2)落料型:用大型压力机来完成。 比较
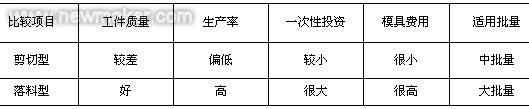
2、成形
(1)单面折弯型:用大型折弯机来完成。
(2)双面折弯型:用大型压力机来完成。
比较

3、孔加工
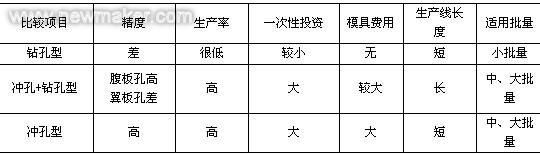
(1)平板上的孔加工
a、钻孔型:全部孔由数台摇臂钻床来完成,或由大型数控钻床来完成(可以几块板叠放一起钻)。
b、冲孔+钻孔型:主梁上的全部孔和加强梁的腹板孔由数控冲孔压力机来完成;成形后以主梁的翼板孔为准钻出加强梁的翼板孔(主梁和加强梁上孔的重合位置精度较高)。
c、冲孔型:全部孔由数控冲孔压力机来完成。
比较
(2)U形梁上的孔加工
a、钻孔型:全部孔由三面数控钻孔生产线或工件回转式单面数控钻孔生产线来完成。
b、冲孔+钻孔型:腹板孔由冲孔数控生产线来完成,翼板孔由双面钻孔数控生产线来完成(翼板孔很少)。
c、冲孔型:全部孔由几台冲孔压力机组成的数控生产线来完成。
比较
4、弯曲
a、普通型:由大型压力机来完成。
b、专用型:由专用数控弯曲机来完成,即一台固定压力机与一台可回转压力机铰接,并分别压紧腹板,通过油缸拉或推可回转压力机来完成折弯。在两台压力机上设有三对油缸对翼板进行夹紧,防止起皱。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|