1) Drillingtyped fixtures

钻削类夹具
2) milling jig
铣削夹具
1.
We based arts and crafts to design two sorts of milling jig, which cut contour on drum of curve knife-edge.
烟草切丝机曲刃刀辊体技术要求较高、加工难度较大,为此结合加工工艺设计出两套铣削夹具,分别用于曲刃刀辊体轮廓面的粗、精铣削加工。
3) Cutting jip
切削夹具
5) drilling cutter
钻削刀具
1.
As a result of using the cone sharpening method sharpening drilling cutter\'s Flank,improving surface quality and machining precision,extending the lifetime of the drilling cutter substantially.
采用锥面磨削法刃磨钻削刀具的后刀面,可显著提高刀具的使用寿命,有利于保证工件加工精度和提高工件表面质量。
6) drilling die and clamp
钻模夹具
1.
introduces structure characteristic,precision design calculation of drilling,machining demand and application effect of drilling die and clamp used for producing bonnet by common drill press.
介绍了在普通钻床上加工球阀副阀体法兰的钻模夹具结构,分析了该夹具的钻孔精度、制造要求和使用加工效果。
补充资料:切削加工:钻削
用各种钻头进行钻孔﹑扩孔或锪孔的切削加工。钻孔是用麻花钻﹑扁钻或中心孔钻等在实体材料上钻削通孔或盲孔。扩孔是用扩孔钻扩大工件上预制孔的孔径。锪孔(图1 锪孔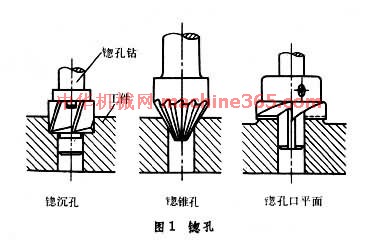 )是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。
)是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。
钻削时﹐钻削速度v是钻头外径的圆周速度(米/分)﹔进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(毫米/转)。图2 麻花钻的钻削要素 是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。
是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。
钻削过程中﹐麻花钻头有两条主切削刃和一条横刃﹐俗称“一尖(钻心尖)三刃”﹐参与切削工作﹐它是在横刃严重受挤和排屑不利的半封闭状态下工作﹐所以加工的条件比车削或其它切削方法更为复杂和困难﹐加工精度较低﹐表面较粗糙。钻削钢铁材料的精度一般为IT13~10﹐表面粗糙度为R 201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。
201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。
)是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。 钻削时﹐钻削速度v是钻头外径的圆周速度(米/分)﹔进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(毫米/转)。图2 麻花钻的钻削要素
是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。 钻削过程中﹐麻花钻头有两条主切削刃和一条横刃﹐俗称“一尖(钻心尖)三刃”﹐参与切削工作﹐它是在横刃严重受挤和排屑不利的半封闭状态下工作﹐所以加工的条件比车削或其它切削方法更为复杂和困难﹐加工精度较低﹐表面较粗糙。钻削钢铁材料的精度一般为IT13~10﹐表面粗糙度为R
201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条