1) Quasi involute gear tooth profile

准渐开线齿形
2) involute profile
渐开线齿形
1.
The application of extrusion processing in involute profile can not only raise the production efficiency but also enhance the strength and accuracy of involute profile.
采用挤压加工方法对渐开线齿形部分进行加工,不仅能显著地提高生产效率,而且还能提高齿形的强度和齿形精度。
2.
It forms the perfect involute profile of a gear in a polar coordinate system by gear rotation and radial linear probe movement.
对采用极坐标法测量渐开线齿形误差进行了理论分析,包括球形测头与齿面接触轨迹的分析、测量轨迹理论方程式与误差关系式的建立及影响测量精度的关键因素分析。
3) involute tooth profile
渐开线齿形
1.
Measuring methods of ultraprecision involute tooth profile;
超精密渐开线齿形的测量方法
2.
This paper introduced the involute tooth profile of the measurement method, including the standard curve method, standard track and coordinate method, and analysed the advantages and disadvantages of various methods, involute profile of the calculation, as well as its application.
介绍了渐开线齿形误差的测量方法,包括标准曲线法、标准轨迹法和坐标法,并且分析和比对了各种方法的优缺点,渐开线齿形误差的计算,以及其应用。
4) standard involute gear
渐开线标准齿轮
1.
Parameter design of standard involute gear in Pro/E;
基于Pro/E渐开线标准齿轮参数化设计
5) Conical involute gear
渐开线锥形齿轮
1.
The gear hobbing of conical involute gear is a complex generating motion with doubledegree of freedom.
根据齿轮啮合原理中多自由度齿面包络理论,对渐开线锥形齿轮在滚齿加工中,刀具与工件的相对运动及产形齿条的形成机理进行了深入分析,证明了产形齿条的存在,并求解了其齿面形状。
6) Involue tooth profile components
渐开线齿形零件
补充资料:长度测量工具:渐开线测量仪
测量渐开线齿形的齿轮测量工具(见长度测量工具)。常见的有单盘式和万能式两种。
单盘渐开线测量仪 採用基圆盘直尺机构﹐以展成法(见齿轮测量)进行测量(图1 单盘式渐开线测量仪 )。 可测齿轮的最大直径一般不大於 600毫米。测量不同直径的齿轮时﹐需要配以相应的基圆盘。它适用於大批量生產中测量5~6级精度的齿轮﹐精度高的可测3~4级精度的齿轮。
可测齿轮的最大直径一般不大於 600毫米。测量不同直径的齿轮时﹐需要配以相应的基圆盘。它适用於大批量生產中测量5~6级精度的齿轮﹐精度高的可测3~4级精度的齿轮。
万能渐开线测量仪 主要有3种。机械式万能渐开线和螺旋线测量仪(图2 机械式万能渐开线和螺旋线测量仪 )。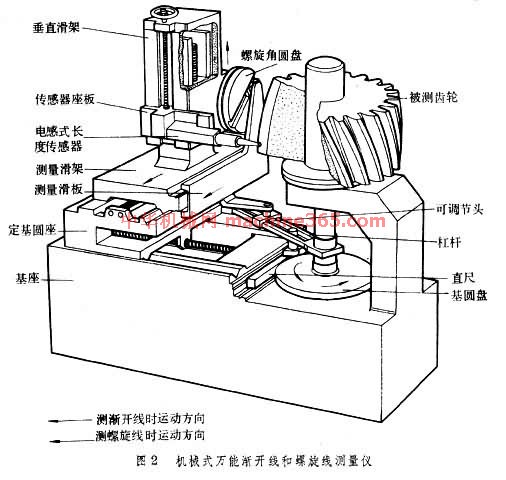 它採用槓桿式基圆可调机构﹐以展成法测量。测量滑架与测量滑板可以固定成一体﹐因此测量滑架移动时﹐通过可调节头﹑槓桿带动直尺使基圆盘和被测齿轮转动。可调节头轴心线和电感式长度传感器测头的刃口位於与被测齿轮基圆相切的同一平面内﹐所以刃口相对於被测齿轮的运动轨跡是渐开线﹐将这一运动轨跡与被测齿形比较﹐齿形误差即由长度传感器转换为电信号﹐并由记录器绘出误差曲线图。利用定基圆座可以按被测齿轮基圆半径确定可调节头轴心线与主轴轴心线间的距离﹐所以不需更换基圆盘即可测量不同直径的齿轮。图2 机械式万能渐开线和螺旋线测量仪 中的测量机构还可测量螺旋线误差。测量前﹐利用光学分度头(图 机械式万能渐开线和螺旋线测量仪 中未表示)调整螺旋角圆盘的直槽的倾斜角﹐使之等於基圆螺旋角﹐并使测量滑架与测量滑板鬆开。当垂直滑架移动时﹐通过螺旋角圆盘﹑测量滑板﹑可调节头﹑槓桿带动直尺使基圆盘和被测齿轮转动来测量螺旋线误差。机械式万能渐开线测量仪可测直径达2000毫米以上的齿轮﹐按被测齿轮直径不同﹐可测4~6级精度的齿轮。採用圆光栅﹑长光栅或激光干涉仪等作为坐标测量系统和电子计算机等作为控制﹑数据处理系统﹐以法线展开角坐标法测量的电子式万能渐开线测量仪。它可测3~5级精度的齿轮。利用直角坐标法测量的上置式万能渐开线测量仪﹐有机械式和电子式两种。前者由人工进行数据处理﹐效率极低﹐精度也不高﹔后者採用两个长光栅测量系统和电子计算机等分别作为直角坐标测量系统和控制﹑数据处理系统﹐测量效率和精度都较高﹐适宜於测量直径1000毫米以上﹑5级精度以上的大齿轮。
它採用槓桿式基圆可调机构﹐以展成法测量。测量滑架与测量滑板可以固定成一体﹐因此测量滑架移动时﹐通过可调节头﹑槓桿带动直尺使基圆盘和被测齿轮转动。可调节头轴心线和电感式长度传感器测头的刃口位於与被测齿轮基圆相切的同一平面内﹐所以刃口相对於被测齿轮的运动轨跡是渐开线﹐将这一运动轨跡与被测齿形比较﹐齿形误差即由长度传感器转换为电信号﹐并由记录器绘出误差曲线图。利用定基圆座可以按被测齿轮基圆半径确定可调节头轴心线与主轴轴心线间的距离﹐所以不需更换基圆盘即可测量不同直径的齿轮。图2 机械式万能渐开线和螺旋线测量仪 中的测量机构还可测量螺旋线误差。测量前﹐利用光学分度头(图 机械式万能渐开线和螺旋线测量仪 中未表示)调整螺旋角圆盘的直槽的倾斜角﹐使之等於基圆螺旋角﹐并使测量滑架与测量滑板鬆开。当垂直滑架移动时﹐通过螺旋角圆盘﹑测量滑板﹑可调节头﹑槓桿带动直尺使基圆盘和被测齿轮转动来测量螺旋线误差。机械式万能渐开线测量仪可测直径达2000毫米以上的齿轮﹐按被测齿轮直径不同﹐可测4~6级精度的齿轮。採用圆光栅﹑长光栅或激光干涉仪等作为坐标测量系统和电子计算机等作为控制﹑数据处理系统﹐以法线展开角坐标法测量的电子式万能渐开线测量仪。它可测3~5级精度的齿轮。利用直角坐标法测量的上置式万能渐开线测量仪﹐有机械式和电子式两种。前者由人工进行数据处理﹐效率极低﹐精度也不高﹔后者採用两个长光栅测量系统和电子计算机等分别作为直角坐标测量系统和控制﹑数据处理系统﹐测量效率和精度都较高﹐适宜於测量直径1000毫米以上﹑5级精度以上的大齿轮。
单盘渐开线测量仪 採用基圆盘直尺机构﹐以展成法(见齿轮测量)进行测量(图1 单盘式渐开线测量仪 )。
可测齿轮的最大直径一般不大於 600毫米。测量不同直径的齿轮时﹐需要配以相应的基圆盘。它适用於大批量生產中测量5~6级精度的齿轮﹐精度高的可测3~4级精度的齿轮。 万能渐开线测量仪 主要有3种。机械式万能渐开线和螺旋线测量仪(图2 机械式万能渐开线和螺旋线测量仪 )。
它採用槓桿式基圆可调机构﹐以展成法测量。测量滑架与测量滑板可以固定成一体﹐因此测量滑架移动时﹐通过可调节头﹑槓桿带动直尺使基圆盘和被测齿轮转动。可调节头轴心线和电感式长度传感器测头的刃口位於与被测齿轮基圆相切的同一平面内﹐所以刃口相对於被测齿轮的运动轨跡是渐开线﹐将这一运动轨跡与被测齿形比较﹐齿形误差即由长度传感器转换为电信号﹐并由记录器绘出误差曲线图。利用定基圆座可以按被测齿轮基圆半径确定可调节头轴心线与主轴轴心线间的距离﹐所以不需更换基圆盘即可测量不同直径的齿轮。图2 机械式万能渐开线和螺旋线测量仪 中的测量机构还可测量螺旋线误差。测量前﹐利用光学分度头(图 机械式万能渐开线和螺旋线测量仪 中未表示)调整螺旋角圆盘的直槽的倾斜角﹐使之等於基圆螺旋角﹐并使测量滑架与测量滑板鬆开。当垂直滑架移动时﹐通过螺旋角圆盘﹑测量滑板﹑可调节头﹑槓桿带动直尺使基圆盘和被测齿轮转动来测量螺旋线误差。机械式万能渐开线测量仪可测直径达2000毫米以上的齿轮﹐按被测齿轮直径不同﹐可测4~6级精度的齿轮。採用圆光栅﹑长光栅或激光干涉仪等作为坐标测量系统和电子计算机等作为控制﹑数据处理系统﹐以法线展开角坐标法测量的电子式万能渐开线测量仪。它可测3~5级精度的齿轮。利用直角坐标法测量的上置式万能渐开线测量仪﹐有机械式和电子式两种。前者由人工进行数据处理﹐效率极低﹐精度也不高﹔后者採用两个长光栅测量系统和电子计算机等分别作为直角坐标测量系统和控制﹑数据处理系统﹐测量效率和精度都较高﹐适宜於测量直径1000毫米以上﹑5级精度以上的大齿轮。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条