
4 加工精度日益提高

特别自80年代中期以来,汽车制造业为增强其汽车的竞争力,不断地加严其发动机关键件的制造公差(表3),并通过计算机辅助测量和分析方法,以及通过设备能力检验来提高其产品的质量。目前,在验收组合机床和自动线时,已普遍要求设备的工序能力系数要大于1.33,有的甚至要求工序能力系数要大于1.67,以便确保稳定的加工精度。应指出,采用Cp≥1.33来验收设备,这实际上是加严了工件的制造公差,即工件的实际加工公差仅为工件给定公差的1/3~1/2(图13),这无疑是对组合机床和自动线提出了更高的要求。组合机床制造厂为了满足用户对工件加工精度的高要求,除了进一步提高主轴部件、镗杆、夹具(包括镗模)的精度,采用新的专用刀具,优化切削工艺过程,采用刀具尺寸测量控制系统和控制机床及工件的热变形等一系列措施外,目前,空心工具锥柄(HSK)和过程统计质量控制(SPC)的应用已成为自动线提高和监控加工精度的新的重要技术手段。
空心工具锥柄是一种采用径向(锥面)和轴向(端面)双向定位的新颖工具,其优点是具有较高的抗弯刚度、扭转刚度和很高的重复精度。在机床上采用空心锥柄的镗刀,就可使用预调的刀具加工出IT7/IT6精密孔。图14所示是空心工具锥柄在缸孔精镗刀具上的应用实例。
SPC是基于工序能力的用于监控工件加工质量的一种方法。目前,在自动线上这种质量保证系统愈来愈多地被用来对整个生产过程中的加工质量进行连续监控。表4是缸盖气门导管底孔和阀座底孔在采用SPC监控时的实际加工公差。
5 综合自动化程度日益提高
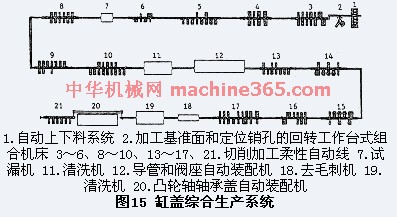
近十年来,为进一步提高工件的加工精度和减少工件在生产过程中的中间储存、搬运以及缩短生产流程时间,将工件加工流程中的一些非切削加工工序(如工序间的清洗、测量、装配和试漏等)集成到自动线或自动线组成的生产系统中(图15),以实现工件加工、表面处理、测量和装配等工序的综合自动化。