|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
您的位置: 首页 -> 词典 -> 节理线附近应力场
1) stress fields near joint line

节理线附近应力场
1.
Based on the linear elastic fracture mechanics,the changes of the stress fields near joint line by anchoring have been analyzed from the finite dimension element of r.
基于线弹性断裂力学原理,将层状岩体的层间潜在最弱面等效为等间距共线多节理的力学模型,通过分析含有一条节理的有限大小岩体在压剪应力作用下节理线附近应力场在锚固前后的变化,提出了计算由于锚固引起的锚固效果公式,较好地解释了边坡锚固的增效问题。
2) near-joint-line method
节理线附近分析方法
1.
The problem is simplified as one of a joint under I mode internal pressure in the finite rock mass, and solved by the near-joint-line method based on the failure criterion of rock bridge material and equilibrium equations.
将该问题等效为节理面受一对I型拉力作用的问题,采用节理线附近分析方法,从平衡方程和岩桥材料的破坏准则出发进行求解,得出了节理内压大小与节理扩展长度之间的解析关系。
3) additional stress fields
附加应力场
1.
Sensitivity analysis of additional stress fields for a circular lined tunnel subjected to the coupled action of mechanical and thermal load
热力响应下衬砌隧道附加应力场的敏感性分析
4) approximate stress field
近似应力场
1.
The section error,the relative error between the biggest shearing stress of accurate stress field and the biggest one of approximate stress field around the peak of Ⅰ- Ⅱ compound crackles,has been analysed,which provides the theoretical evidence for photoelasticity to measure KⅠ and KⅡ s error.
对Ⅰ-Ⅱ复合型裂纹尖端附近精确应力场的最大剪应力和近似应力场的最大剪应力之间的相对误差即截断误差做了分析,为光弹性测定KⅠ和KⅡ的误差提供了理论依
5) the effects of the field of additional stress
附加应力场效应
6) Mining field additional stress
采场附加应力
补充资料:铣刀片的应力场分析
【摘要】 铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。
1.引言
铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。 2.面铣切削加工坐标系统的建立 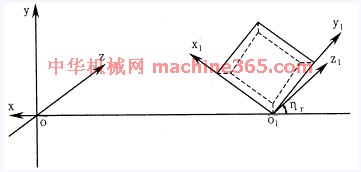
图1 面铣切削加工坐标系统
面铣切削加工坐标系统由刀体坐标系和刀片坐标系组成,如图1所示。 在刀体坐标系中,Y轴为铣刀轴线,X轴在基面内过刀尖与Y轴相交。在刀片坐标系中,y1轴通过主切削刃,x1轴通过副切削刃,刀片前刀面在x1o1y1平面内。铣刀半径为R=OO1,铣刀前角为g0,刃倾角为ls,主偏角为K,法向前角为gn。 面铣刀无论具有何种几何角度,都可看作是由刀体坐标系经过一次平移和三次旋转而成,可用矩阵表示为 
其中 A11=cosgnsinhr+singnsinlscoshr
A12=cosgncoshr-singnsinlssinhr
A13=singncosls
A21=-coslscoshr
A22=coslssinhr
A23=sinls
A31=-singnsinhr+cosgnsinlscoshr
A32=-singncoshr-cosgnsinlssinhr
A33=cosgncosls
tggn=tgg0cosls
图2 切入冲击力的方向
3.切入冲击力方向的确定 铣削与车削的不同之处在于铣削为断续切削,存在着切入、切出过程,铣刀的破损主要是由机械冲击力引起的。因此,首先要确定铣刀切入瞬间冲击力的作用方向。铣削时,铣刀高速旋转,工件缓慢进给,若忽略进给运动(因进给运动速度仅为铣刀运动速度的约1/4),铣刀切入冲击力的方向应该在刀具相对工件运动的切线方向上。如图2所示。 由图1可知,切入冲击力方向为Z轴方向,力F分解到刀片坐标系中为 
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|