1) drop bend-forming

落模弯曲成形
1.
The spring-back mechanism in the drop bend-forming of automotive glass is introduced,and the finite element model is established.
介绍了汽车玻璃落模弯曲成形中回弹的机制,建立了有限元模型。
2) bending forming die
弯曲成形模
1.
Aimed tool rack at the characters of simple structure and small size supply, a pair of bending forming die with simple structure is designed, which can save the costs of enterprise and shorten die manufacture cycle.
针对跟刀架结构简单、供货量少的特点,设计出一副结构简单的弯曲成形模,节约了企业成本,缩短了制模周期。
2.
The structure of the floating cantilevered bending forming die was designed, the working process of the die was introduced and the main designing points were analyzed.
介绍了通风槽管的成形工艺 ,设计了浮动悬臂式弯曲成形模结构 ,介绍了其模具工作过程 ,分析了模具设计要
3) bending
[英][bend] [美][bɛnd]
弯曲成形
1.
Research on bending process and die design for fixed board;
固定页板弯曲成形及模具设计研究
2.
Theoretic research on the springback of sheet metal bending;
板金弯曲成形回弹问题的理论研究
4) Bending forming
弯曲成形
1.
Fine model of wide sheet thickness variation in bending forming;
宽板弯曲成形过程中板厚变化精化模型
2.
Study on Laser Bending Forming of Thin Borosilicate Glass Sheets;
硼硅酸盐玻璃薄片激光弯曲成形研究
3.
The bending forming of precision progressive die based on energy conservation and numerical simulation
基于能量守恒和数值模拟的精密级进模弯曲成形研究
5) bend forming
弯曲成形
1.
The paper discusses the general law of bend forming to the cross-beam of sheet rectangular pipe of the long-distance bus ceiling.
从理论与实验上讨论了长途客车顶棚横梁用薄壁矩形管弯曲成形的一般规律及一模多用的规律,结果对生产实际有较好的指导意义。
2.
This paper analyzes the producibility of the bend forming of motor cases,introduces the structure and principle of dies used in the processing and makes a comparison between bend forming pricess and cut-ting process.
对刮雨器电机外壳弯曲成形的工艺性能进行了分析,对所用模具的结构及原理进行了介绍,以及对弯曲成形工艺与切削工艺进行比较分析。
3.
A FEM simulation model for twisting cold bend forming of boiler pipe was established.
建立了锅炉弯管缠绕式冷弯成形的有限元数值模拟模型,对管子绕弯成形工艺的预压变形补偿、缠绕弯曲成形和释放模具后的回弹三个阶段进行了系列全面的模拟计算。
6) bended panel forming
弯曲件成形
补充资料:封盖落料-拉伸-切边-成形复合模
兰州电机有限责任公司(甘肃兰州 790050) 杨思明
[摘要]分析了封盖零件的成形工艺特点,介绍了此类零件复合冲压模的结构设计。
关键词 封盖 复合模 落料 拉伸
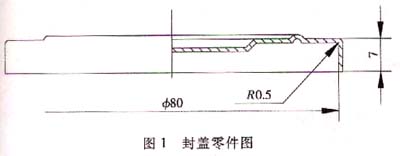
1 零件分析
图1所示为空气滤清器的封盖,生产批量大,材料为08F,料厚0.35mm,外圆直径个80mm,拉伸高度7mm,成形后口部要求无飞边。该零件是一种典型浅盖零件,该封盖原加工工艺为落料--拉伸--压延,造成口部拉伸后有飞边,需人工清除,费力费时。
2 冲压工艺分析

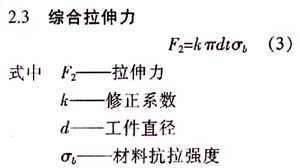
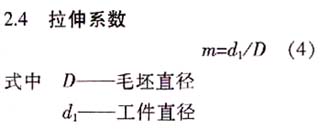
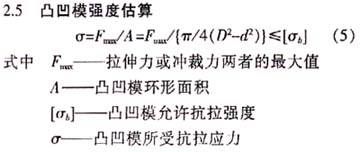
经以上计算,可一次拉伸成形,凸凹模环形壁厚强度完全可以满足要求,采用一次成形工艺为:落料--拉伸--切边--成形。
3 模具结构设计与设计要点
3.1 模具结构及其工作过程
复合棋结构如图3所示。将条料送至凹摸15上,凸凹模12下行,卸料板13压紧条料,凸凹模12与凹模15进行落料,凸凹模12继续下行,落下的圆坏料与已有压边力的压料圈5接触,拉伸凸模6与凸凹模12进行拉伸成形,凸凹模12继续下行,凸模4外圆与凸凹模12内切边模进行切边。凸凹模12再下行,拉伸凸模6与打料板7端面接触,进行压延成形。凸凹模12上行,打料板7在冲床作用下打下成品一次成形结束。
1弹簧 2顶杆 3下模座 4凸模 5压料圈 6拉伸凸模 7打料板 8卸料杆 9上模柄 10打件杆 11上模固定板 12凸凹模 13卸料板 14固定螺栓 15凹模 16下模固定板
3.2 设计要点
(1)落料凹模15内孔D尺寸计算时取最小值,在拉伸过程中试模修配拉伸凸模6圆角半径来确定切飞边量。
(2)拉伸凸模6与凸模4需设计成二个单独体,便于凸模4刃口刃磨,凸模4中心孔设计成螺纹孔便于起模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条