|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) design stress-free temperature of rail

设计锁定轨温
1.
Research conclusions:When designing continuous welded rail on bridge in the small radius curve section,these factors should be especially considered: increasing lateral ballast resistance,reducing additional forces of the continuous welded rail on bridge,and properly increasing the design stress-free temperature of rail.
研究结论:小半径曲线地段桥上无缝线路设计应重点从提高线路横向阻力、降低桥上无缝线路钢轨附加力、适当提高设计锁定轨温等几方面考虑。
2) stress-free temperature
锁定轨温
1.
In order to better guide the design,laying and maintenance of welded turnouts,the effects of stress-free temperature difference between two railway lines on the rail displacement and temperature force of a welded turnout were investigated.
为了更好地指导无缝道岔的设计、施工和维护,探讨了不同线路间存在铺设锁定轨温差时,铺设锁定轨温差对无缝道岔受力和变形的影响以及与道岔联结型式、道岔号码、辙叉型式和道床纵向阻力的关系。
2.
Thus, in order to guarantee the service life and safety of rail track, it is necessary to heat the rigid CWR track during track-laying to control stress-free temperature of rail.
锁定轨温即在钢轨内部没有应力时,对钢轨进行锁定时的轨温,也叫零应力轨温。
3) locking calculation
锁定设计
1.
It may serve as an useful reference for the construction unit which is not offered the locking calculation about the closing section of continuous rigid-frame bridge by the design unit.
文章以武广客运专线宋家湾特大桥48m+80m+48m连续梁设计图为例,对其合拢段进行锁定设计计算,以供设计单位未提供刚构连续梁合拢段锁定设计的施工单位设计参考。
4) rail locking
钢轨锁定
5) Rail Track Thermometer
轨温计
1.
According to JJG (railway)140-2002 "Rule on Calibrating Rail Track Thermometer",and regarding with the new type of HWG-1 high-precision calibrating device for rail track thermometer,the author introduc.
钢轨测温计(以下简称轨温计)是一种测量钢轨表面温度的测量仪器,检定时使用轨温计检定仪,检定仪工作台表面温度均匀性,与检定结果直接相关。
6) locking device
锁定设备
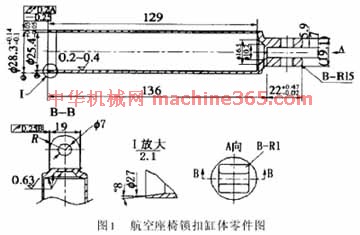
补充资料:航空座椅锁扣缸体冷挤压工艺及模具设计
摘要: 通过研究航空座椅锁扣缸体的形状特点、零件的制造难度,确定了冷挤压成形零件的工艺方案,设计并制造冷挤压模具一套,生产出合格零件。演示并分析了零件的冷挤压变形过程;记录了冷挤压过程中与不同变形程度相对应的挤压力,绘制了冷挤压过程的连续挤压力曲线;对零件挤压方向的剖面进行了金属纤维组织观察,对零件流线分布进行了分析。 关键词: 冷挤压工艺模具设计 一、引言 如图1所示为航空座椅锁扣缸体的零件图,零件材料选用LD2。零件为航空座椅的减震缸,缸体内筒放置弹簧,活塞压缩弹簧沿筒壁运动,飞机震动时起到减震作用。该零件是航空座椅锁扣总成的关键零件。为达到其使用性能,零件内筒筒壁应光滑,无划痕,以保证活塞运动顺畅,内筒表面粗糙度要求为RaO.2-0.4;零件外表面为保持美观和将来镀铬的需要,外表面粗糙度要求为Ra3.2;零件应具有一定的刚度;零件内外筒应保证同心,同心度要求为0.4mm;为保证活塞与内筒配合的严密,内筒部分不允许机械加工。
该零件的制造难度是:直筒部分壁厚1.45 mm,长度130mm,壁薄筒深难以成形;尺寸精度要求很高;头部与直筒部分形状不同,常规制造方法难以加工;直筒部分及底部均无斜度,用挤压加工制造时,零件出模困难。 鉴于以上对于零件特点及制造难度的分析,采用机械加工的方法加工难度大,材料利用率低,加工周期长,成本高;采用直筒与头部焊接的方法,不仅难于保证焊接部分的表面质量,又不能保证焊接时直筒部分不受热变形,更难保证零件的使用性能。
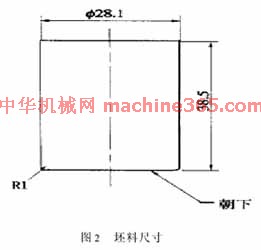
冷挤压成形属于体积成形,该零件由于直筒部分与头部形状不同,可以采用正反复合挤压方法。通过冷挤压成形,既可以保证零件表面较高的粗糙度要求,也可以节省材料、提高零件的强度、硬度、尺寸精度等,更重要的是简化了锁扣缸体零件的制造工艺、大幅度降低成本,更适应于批量化生产。 二、航空座椅锁扣缸体工艺方案制订 (1) LD2棒料精车下料,保证尺寸控制在公差范围内,侧表面尽可能光洁。坯料尺寸如图2所录。
(2)将坯料除油、光亮处理,以除去坯料表面的氧化膜。
(3)坯料干燥处理,表面涂覆润滑剂。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|