1) ultrasonic vibration assisted electro-discharge and grinding combined machining

超声振动辅助电火花-磨削复合加工
1.
In this paper,the dynamic link library was adopted to the intelligent control system in ultrasonic vibration assisted electro-discharge and grinding combined machining,the library function of dynamic link library in the application program communication .
在超声振动辅助电火花-磨削复合加工智能控制研究中,解决IPC与PMAC间的通讯问题对采用工业PC与PMAC的多CPU控制结构来实现开放式控制的系统而言是十分必要的。
2) ultrasonic aided EDM
超声振动辅助电火花
3) ultrasonic vibration assisted grinding
超声振动辅助磨削
1.
Geometrical parameters analysis of ultrasonic vibration assisted grinding along tangential direction;
切向超声振动辅助磨削几何参数分析
2.
The motion process of an abrasive grit during face grinding is analyzed based on the motion diagram of ultrasonic vibration assisted grinding.
根据超声振动辅助磨削运动图,分析了平面磨削时单颗磨粒的运动过程;给出了单颗磨粒相对于工件的运动方程,绘制了单颗磨粒的运动路径;通过坐标转化推导了单颗磨粒在磨削区运动路径长度计算公式;从连续切削刃的角度出发,利用VB和Matlab对其运动轨迹进行仿真,分析了超声振动辅助磨削为分离型磨削过程的影响因素。
4) ultrasonic vibration assisted electric discharge machining
超声-电火花复合加工
6) ultrasonic combined EDM
超声电火花复合加工
1.
It was confirmed that ultrasonic combined EDM could effectively reduce surface roughness.
采用电火花加工及超声电火花复合加工的方法对TC4钛合金进行了加工实验,分析了小电参数下两种加工方法中脉宽和峰值电流对表面粗糙度的影响,研究表明超声电火花复合加工可有效地降低零件表面粗糙度值。
补充资料:特种加工:电火花磨削
在工具和工件之间产生脉冲放电来去除导电材料的电火花加工﹐英文简称EDG。电火花磨削分为电火花成形磨削﹑电火花小孔内圆磨削﹑电火花铲磨﹑电火花刃磨和电火花螺纹磨削等几种方法。前两种加工方法应用较广。
在电火花成形磨削(见图 电火花成形磨削原理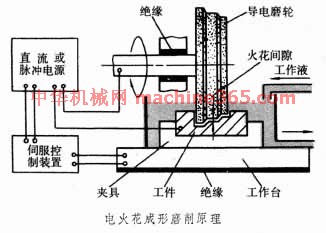 )中﹐导电磨轮一般采用高纯石墨材料﹐根据加工要求修整成形。磨轮和工作台都与机床其它部分绝缘而分别与脉冲电源相连接。脉冲电源的电压一般为30~400伏﹐频率 200~500千赫。磨轮的线速度通常为30~180米/分。磨削时在磨轮与工件之间供给充分的工作液(一般用煤油)。工作台在伺服控制作用下以一定的速度向磨轮进给﹐使工件与磨轮之间保持狭小的火花间隙(0.01~0.07毫米)﹐在火花间隙中产生的高频火花放电去除金属材料﹐从而达到磨削加工的目的。电火花成形磨削的精度一般可控制在 0.005毫米以内。表面粗糙度与火花频率和工件材料等因素有关﹐通常在R
)中﹐导电磨轮一般采用高纯石墨材料﹐根据加工要求修整成形。磨轮和工作台都与机床其它部分绝缘而分别与脉冲电源相连接。脉冲电源的电压一般为30~400伏﹐频率 200~500千赫。磨轮的线速度通常为30~180米/分。磨削时在磨轮与工件之间供给充分的工作液(一般用煤油)。工作台在伺服控制作用下以一定的速度向磨轮进给﹐使工件与磨轮之间保持狭小的火花间隙(0.01~0.07毫米)﹐在火花间隙中产生的高频火花放电去除金属材料﹐从而达到磨削加工的目的。电火花成形磨削的精度一般可控制在 0.005毫米以内。表面粗糙度与火花频率和工件材料等因素有关﹐通常在R 1.25~0.16微米范围内。电火花成形磨削适用于加工任何导电材料﹐对机械磨削困难的硬质材料更能发挥优越性。用这种方法可磨削硬质合金成形刀具﹑可转位刀具的刀片﹑淬硬的镶拼模具或齿条等。由于磨削过程中无机械切削力﹐电火花磨削还可用于磨削微细﹑薄壁等易变形的零件和深槽﹑狭缝等。
1.25~0.16微米范围内。电火花成形磨削适用于加工任何导电材料﹐对机械磨削困难的硬质材料更能发挥优越性。用这种方法可磨削硬质合金成形刀具﹑可转位刀具的刀片﹑淬硬的镶拼模具或齿条等。由于磨削过程中无机械切削力﹐电火花磨削还可用于磨削微细﹑薄壁等易变形的零件和深槽﹑狭缝等。
电火花小孔内圆磨削的原理是﹕将电极丝水平放置或垂直放置﹐工件作旋转运动﹐并沿电极丝作往复运动﹐同时工件还向电极丝(或电极丝向工件)作进给移动。电极丝通常用紫铜制成﹐直径一般为0.5~2毫米。电火花小孔内圆磨削的精度一般为0.002~0.005毫米﹐表面粗糙度一般为R0.32~0.16微米﹐最高可达R0.04~0.02微米。电火花小孔内圆磨削适合于磨削直径 5毫米以下的深小孔和锥孔﹐可用于加工弹簧夹头﹑微型轴承﹑组合夹具﹑钻套﹑模具和阀体等零件的小孔。
在电火花成形磨削(见图 电火花成形磨削原理
)中﹐导电磨轮一般采用高纯石墨材料﹐根据加工要求修整成形。磨轮和工作台都与机床其它部分绝缘而分别与脉冲电源相连接。脉冲电源的电压一般为30~400伏﹐频率 200~500千赫。磨轮的线速度通常为30~180米/分。磨削时在磨轮与工件之间供给充分的工作液(一般用煤油)。工作台在伺服控制作用下以一定的速度向磨轮进给﹐使工件与磨轮之间保持狭小的火花间隙(0.01~0.07毫米)﹐在火花间隙中产生的高频火花放电去除金属材料﹐从而达到磨削加工的目的。电火花成形磨削的精度一般可控制在 0.005毫米以内。表面粗糙度与火花频率和工件材料等因素有关﹐通常在R1.25~0.16微米范围内。电火花成形磨削适用于加工任何导电材料﹐对机械磨削困难的硬质材料更能发挥优越性。用这种方法可磨削硬质合金成形刀具﹑可转位刀具的刀片﹑淬硬的镶拼模具或齿条等。由于磨削过程中无机械切削力﹐电火花磨削还可用于磨削微细﹑薄壁等易变形的零件和深槽﹑狭缝等。 电火花小孔内圆磨削的原理是﹕将电极丝水平放置或垂直放置﹐工件作旋转运动﹐并沿电极丝作往复运动﹐同时工件还向电极丝(或电极丝向工件)作进给移动。电极丝通常用紫铜制成﹐直径一般为0.5~2毫米。电火花小孔内圆磨削的精度一般为0.002~0.005毫米﹐表面粗糙度一般为R
0.32~0.16微米﹐最高可达R0.04~0.02微米。电火花小孔内圆磨削适合于磨削直径 5毫米以下的深小孔和锥孔﹐可用于加工弹簧夹头﹑微型轴承﹑组合夹具﹑钻套﹑模具和阀体等零件的小孔。说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条