2) Roll blanking process

辊锻制坯
3) roll forging blanking die
制坯辊锻模
1.
Development of the automatic design system for the roll forging blanking die;
制坯辊锻模自动设计系统的开发
5) forged blank
锻制毛坯
6) forging roll
锻制轧辊
补充资料:锻压:锻坯下料
在锻造前把棒料切成所需长度的工序。下料方法主要有切削下料和锻压设备下料两种。
切削下料 用锯片﹑锯条﹑锯带﹑薄片砂轮和车刀切断锻坯。切削下料端面平整﹐但切口损耗材料﹐生產率低﹐多用於品种多﹑批量较小或对切口质量要求高的锻坯。
锻压设备下料 有剪切﹑摺断﹑加热后用剁刀切等方法。图1 剪切下料原理 为剪切下料的原理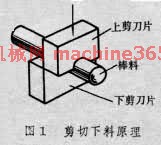 。刀口形状和棒料截面相似。小尺寸的棒料多用冷剪。对有些合金钢和尺寸较大的碳钢棒料﹐为防止断口產生裂纹﹐还须加热到350~550℃剪切。如果用多工位热锻自动机﹐也可在锻造温度下热切。剪切下料效率高﹐适用於大批生產﹐切口没有材料损耗﹐但剪切端面质量较差。採用精密剪切工艺和设备﹐可以改善剪切端面的平整度和减小下料的重量误差。提高剪切精度的办法因材料而异。主要方法有把棒料置於夹紧状态下剪切和高速剪切。剪切后的端面和轴线的不垂直度可小於1°﹐重量误差在0.5~1%以内。
。刀口形状和棒料截面相似。小尺寸的棒料多用冷剪。对有些合金钢和尺寸较大的碳钢棒料﹐为防止断口產生裂纹﹐还须加热到350~550℃剪切。如果用多工位热锻自动机﹐也可在锻造温度下热切。剪切下料效率高﹐适用於大批生產﹐切口没有材料损耗﹐但剪切端面质量较差。採用精密剪切工艺和设备﹐可以改善剪切端面的平整度和减小下料的重量误差。提高剪切精度的办法因材料而异。主要方法有把棒料置於夹紧状态下剪切和高速剪切。剪切后的端面和轴线的不垂直度可小於1°﹐重量误差在0.5~1%以内。
摺断下料是在棒料需摺断处先锯切或气割出一小缺口﹐然后将棒料两端垫起使缺口悬空﹐在缺口背面施加压力﹐将棒料摺断。这种方法适用於摺断塑性较差的钢材(图2 摺断下料原理 )。
)。
下料设备 用於下料的锻压设备主要是剪断机。图3 棒料剪断机工作原理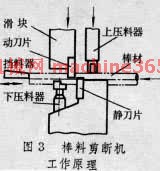 为剪断机的工作原理。也可用机械压力机和螺旋压力机下料。中国生產的 16000千牛棒料剪断机﹐可剪直径230毫米的碳钢棒料。
为剪断机的工作原理。也可用机械压力机和螺旋压力机下料。中国生產的 16000千牛棒料剪断机﹐可剪直径230毫米的碳钢棒料。
切削下料 用锯片﹑锯条﹑锯带﹑薄片砂轮和车刀切断锻坯。切削下料端面平整﹐但切口损耗材料﹐生產率低﹐多用於品种多﹑批量较小或对切口质量要求高的锻坯。
锻压设备下料 有剪切﹑摺断﹑加热后用剁刀切等方法。图1 剪切下料原理 为剪切下料的原理
。刀口形状和棒料截面相似。小尺寸的棒料多用冷剪。对有些合金钢和尺寸较大的碳钢棒料﹐为防止断口產生裂纹﹐还须加热到350~550℃剪切。如果用多工位热锻自动机﹐也可在锻造温度下热切。剪切下料效率高﹐适用於大批生產﹐切口没有材料损耗﹐但剪切端面质量较差。採用精密剪切工艺和设备﹐可以改善剪切端面的平整度和减小下料的重量误差。提高剪切精度的办法因材料而异。主要方法有把棒料置於夹紧状态下剪切和高速剪切。剪切后的端面和轴线的不垂直度可小於1°﹐重量误差在0.5~1%以内。 摺断下料是在棒料需摺断处先锯切或气割出一小缺口﹐然后将棒料两端垫起使缺口悬空﹐在缺口背面施加压力﹐将棒料摺断。这种方法适用於摺断塑性较差的钢材(图2 摺断下料原理
)。 下料设备 用於下料的锻压设备主要是剪断机。图3 棒料剪断机工作原理
为剪断机的工作原理。也可用机械压力机和螺旋压力机下料。中国生產的 16000千牛棒料剪断机﹐可剪直径230毫米的碳钢棒料。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条