1) Compounding and forming

复合与成形
2) compound forming
复合成形
1.
The research on compound forming law of elliptic hemispheroid part;
椭球形制件复合成形规律的研究
2.
Based on the deformation regularity of drawing-flanging compound forming,the compound forming was controlled effectively by taking certain technical measure.
对直筒形工件的成形工艺方案进行了分析比较,根据拉深-翻孔复合成形的变形规律,通过采取一定的工艺措施,可对复合成形进行有效控制,既可获得所需要的工件形状与尺寸,又能提高材料利用率。
3.
Through analyzing the forming process of the parts, a new_conception and practical compound forming die with simple structure for floating slides was introduced.
通过对工件的成形工艺分析 ,介绍一种构思新颖巧妙 ,结构简洁实用的浮动滑块复合成形模具设计。
3) combined forming
复合成形
1.
Numerical simulation on MPF-IF combined forming process of sheet metal
板料多点与渐进复合成形方法及数值模拟
2.
The development situation and the field of application of the precision forging technology were introduced briefly,and the present applications of the precision forging technology such as cold forging,warm forging,closed-die forging,hot precision forging,combined forming and isothermal forging etc.
简要介绍了精密锻造成形技术的发展概况及主要应用领域,列举了大量的工程应用实例来阐明冷锻成形、温锻成形、闭塞锻造成形、精密热模锻成形、复合成形、等温锻造成形等精密锻造成形工艺在我国的应用情况。
4) compound mixture
复合成形剂
1.
This paper mainly describes briefe important characterisics of compound mixture for type-written pins, physicochemical mechanism of high polymer, three states of heating power thermo-dynamics and it's microscomic structure, selection test and main property processing for fabrica-tion typewritten pins Of cemented carbide.
主要介绍硬质合金打印针复合成形剂的主要特征,高分子聚合物的物化机理——热力学三态及其微观结构,选择试验和它在打印针制取过程中的主要工艺特性。
5) hybrid plasma deposition and milling(HPDM)
等离子熔积与铣削复合成形
6) Superplastic extrusion and superplastic welding composite forming
超塑挤压与超塑焊接复合成形
补充资料:封盖落料-拉伸-切边-成形复合模
兰州电机有限责任公司(甘肃兰州 790050) 杨思明
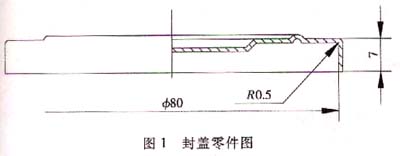
[摘要]分析了封盖零件的成形工艺特点,介绍了此类零件复合冲压模的结构设计。
关键词 封盖 复合模 落料 拉伸
1 零件分析
图1所示为空气滤清器的封盖,生产批量大,材料为08F,料厚0.35mm,外圆直径个80mm,拉伸高度7mm,成形后口部要求无飞边。该零件是一种典型浅盖零件,该封盖原加工工艺为落料--拉伸--压延,造成口部拉伸后有飞边,需人工清除,费力费时。
2 冲压工艺分析

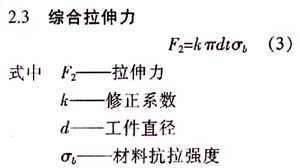
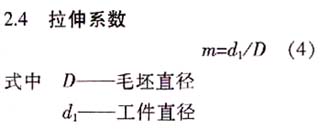
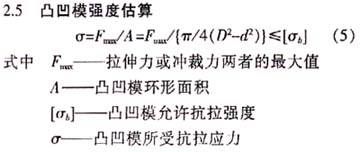
经以上计算,可一次拉伸成形,凸凹模环形壁厚强度完全可以满足要求,采用一次成形工艺为:落料--拉伸--切边--成形。
3 模具结构设计与设计要点
3.1 模具结构及其工作过程
复合棋结构如图3所示。将条料送至凹摸15上,凸凹模12下行,卸料板13压紧条料,凸凹模12与凹模15进行落料,凸凹模12继续下行,落下的圆坏料与已有压边力的压料圈5接触,拉伸凸模6与凸凹模12进行拉伸成形,凸凹模12继续下行,凸模4外圆与凸凹模12内切边模进行切边。凸凹模12再下行,拉伸凸模6与打料板7端面接触,进行压延成形。凸凹模12上行,打料板7在冲床作用下打下成品一次成形结束。
1弹簧 2顶杆 3下模座 4凸模 5压料圈 6拉伸凸模 7打料板 8卸料杆 9上模柄 10打件杆 11上模固定板 12凸凹模 13卸料板 14固定螺栓 15凹模 16下模固定板
3.2 设计要点
(1)落料凹模15内孔D尺寸计算时取最小值,在拉伸过程中试模修配拉伸凸模6圆角半径来确定切飞边量。
(2)拉伸凸模6与凸模4需设计成二个单独体,便于凸模4刃口刃磨,凸模4中心孔设计成螺纹孔便于起模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条