|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) superhard machining

超硬加工
1.
The successful application of PCD,PCBN glomerocryst materials in automotive manufacturing field are presented for the improvement of domestic superhard machining technology.
通过实例介绍了PCD、PCBN两种聚晶材料在汽车制造领域中的成功应用,旨在提高我国超硬加工的技术水平。
2) Work hardening
加工硬化
1.
Investigation of work hardening mechanism in high manganese steel by Crussard-Jaoul analysis;
基于Crussard-Jaoul的n值分析对高锰钢加工硬化机制的探讨
2.
The simulation results suggest that Bauschinger effect and work hardening etc are validated in the model.
模拟结果表明,弯曲过程中存在鲍辛格效应和加工硬化等现象。
3.
The results show that the effects of work hardening by strain-induced martensite transformation and cast pore defects are the main reasons leading to strip broken of the steels during cold rolling.
结果表明,形变诱发马氏体组织所加剧的加工硬化与冶炼时所产生的气孔缺陷的共同作用是冷轧断带的原因。
3) work-hardening
加工硬化
1.
The results indicate that the developed surfacing electrode has not only good welding technological properties,but also super work-hardening effect and good impact wear-resistance.
经过对制备的试样分别进行多次冲击磨损试验,并与D256焊条进行对比试验,分析试样的硬度和磨损失重变化,结果表明,此种堆焊材料具有焊接工艺性好、堆焊层组织加工硬化率高和耐凿削式冲击磨损性能优异的特点。
2.
the tensile strength and rate of elogation were measured by tension experiment machine,the situation of work-hardening was analysed,and the rolling direction cross-section metallurgical structure of the sheets under different deformation was analysed.
在二辊轧机上对CSP轧制的SPHD钢板进行了冷变形,在拉伸试验机上测定了冷变形后钢板的抗拉强度和伸长率,分析了其加工硬化的情况,并对不同冷变形程度下钢板轧制方向的横截面组织进行了分析。
3.
The important character of non-magnetic high manganese ZG25Mn18Cr4 alloy is rapid work-hardening under external stress.
在应力作用下快速加工硬化是高锰无磁钢ZG25Mn18Cr4的一个重要特征。
4) strain hardening
加工硬化
1.
The results show that the grain size of the deep deformed Hadfield steel was refined remarkably,there emerge a great deal of high density twin crystals and stacking faults,and the capability of strain hardening and wear resistance are enhanced greatly.
试验结果表明,经预变形的高锰钢奥氏体晶粒急剧细化,内部出现大量的高密度孪晶、位错缠结及层错等组织,加工硬化性能大大提高,耐磨性也随之提高。
2.
Its strain hardening exponent n is 0.
挤压态合金的加工硬化指数n为0。
3.
The strain hardening rate of the material in various aging states is also increased by this addition, wh.
强化颗粒的加入还显著提高了材料在各种时效状态的加工硬化率。
5) Hard Machining
硬加工
1.
Correct Selection of Cutting Parameters during Hard Machining with PCBN End Milling Cutters;
PCBN铣刀硬加工时切削用量的选择
6) Working Hardening
加工硬化
1.
Working Hardening Characteristics of Cu-Ni-Si-Cr Alloy;
Cu-Ni-Si-Cr合金加工硬化特性
2.
The working hardening behavior of the thermal sprayed coating of the axles under fretting has been studied.
微动磨损的车轴涂层表层及无涂层车轴表层的显微硬度分布测量结果对比分析表明,微动磨损塑性变形导致涂层表层显著加工硬化,对涂层抗微动磨损损伤产生重要作
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。 超硬刀具及其选用 超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。 1,超硬刀具材料及其选用 涂层硬质合金 在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。 涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。 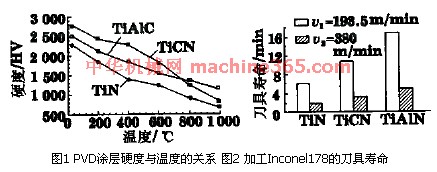
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|