1) layout method
排样方法
1.
Based on this algorithm, a layout system was developed with which the optimal collision distance between the parts and the layout angle are calculated automatically and various layout methods were provided.
基于该算法开发了排样系统 ,自动计算零件间的碰撞距离与排放角度 ,并且提供多种排样方
2) layout
排样
1.
Application of suit cutting layout in optimization process of CNC cutting;
套裁排样在数控切割优化过程中的应用
2.
A CAD/CAM System for 2-D Blanking Layout;
基于顶点的冲裁零件排样系统
3.
A Improved Algorithm for Complex Parts Layout;
一种适于复杂零件排样的改进算法研究
3) layout design
排样
1.
The manufacturability of stamping for a pocket stand was analyzed,focusing on the layout design for its complex profile and requirement for high precision.
分析了制件的冲压工艺性,根据制件外形复杂,成形精度要求高的特点,重点阐述了排样设计,确定了模具总体结构,凸、凹模镶件固定方式以及条料的脱模、送进和定位方式。
2.
The stamping process and the structural design of a progressive die for the side plate of a condenser was analyzed in detail,presenting the layout design and the main points in design of the progressive die.
介绍了冷凝器侧板的冲压工艺与级进模结构设计,针对冲压工艺分析、排样方案设计以及级进模设计要点进行了具体的阐述和总结。
3.
The layout design of the component was designed,and the die structure was proposed.
分析了支架簧的冲压工艺,设计了零件的排样方案,介绍了模具冲裁凸、凹模镶件及压弯成形镶件的固定方式及条料的脱模、送进和定位方式及主要模具材料的选用。
4) Blank Layout
排样
1.
An Accelerated Algorithm of Blank Layout Based on the Parallel Moving Method;
一种基于进退法的零件排样加速算法
2.
Analyzing the craft features of a punching piece,ascertain the process and scheme of a progressive die blank layout, and the design of main die working parts and final assembly structures.
通过该冲件特点的工艺分析,确定级进模排样方案过程和模具主要工作零件及模具总装结构设计。
3.
By introducing the design process of progressive dies blank layout,inserting block,die plate and other parts,point out the remarkable notices in design progressive dies,and tell some usual faults and its solutions in dies' production.
通过介绍级进模排样、镶块、模板和其它零件的设计过程,指出了级进模设计中应注意的事项,并介绍了模具生产中一些常见故障和解决办法。
5) nesting
排样
1.
One Useful Nesting Algorithm for Sheet Metal CAD System;
一种实用钣金CAD排样算法
2.
Research and Implement of Minkowski Sum-based Algorithm for Nesting;
基于Minkowski Sum的优化排样算法的研究和实现
3.
Design on 2D Irregular Nesting CAD System;
二维不规则排样CAD系统的设计
6) packing
排样
1.
Coding and design of packing database of ships parts;
船舶排样零件的编码研究及排样数据库设计
2.
Some practical algorithms for pretreatment of packing parts;
排样图形预处理中的几个实用算法
3.
Improved Effective Immune Genetic Algorithm for Solving the Packing Problem;
基于改进免疫遗传算法的不规则图形排样
参考词条
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
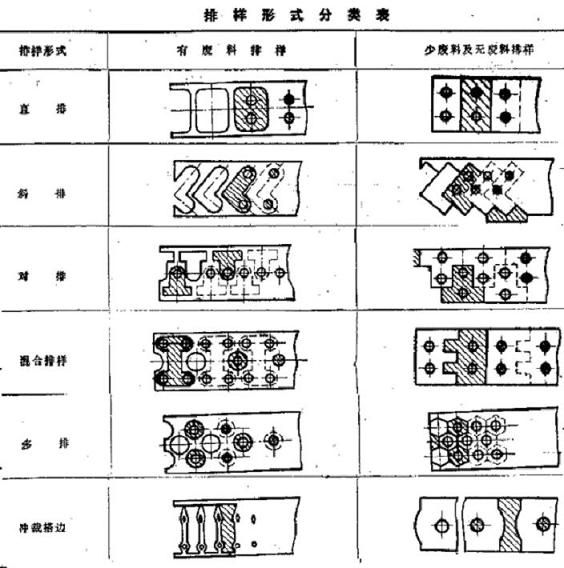
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。