1) diameter of taper bore

圆锥孔径
1.
The measuring method and analysis of indefinition for diameter of taper bore;
圆锥孔径测量方法与误差分析
2) taper bore
圆锥孔
1.
Repair machining methods for the high precision taper bore with small machining allowance have been described.
介绍大齿轮高精度圆锥孔小余量进行修复的加工方法。
3) conical keyhole
圆锥小孔
4) cone shaped hole
圆锥形孔
1.
To investigate the influence of the hole shape on the film cooling effectiveness of the maze composition structure of a combustor,a numerical study on the distribution of its wall temperature and cooling effectiveness was performed when the outside wall holes were dust-pan shaped holes,cone shaped holes and round holes.
为了获得开孔形状对燃烧室新型迷宫复合冷却结构冷却效率的影响规律,采用数值模拟方法研究迷宫冷却结构的外侧壁冷却孔分别为簸箕形孔、圆锥形孔和圆柱形孔时内外壁温的分布情况,获得其壁温及冷却效率的分布规律,并在迷宫冷却结构三层壁的热侧面对它们的冷却效率进行对比。
2.
Experiments on dust pan shaped holes, cone shaped holes and round holes have been conducted with secondary flow Reynolds number ranging from 10,000 to 25,000 and blowing ratio ranging from 0.
所用孔形是簸箕形孔、圆锥形孔及圆柱形孔 ,实验的参数范围为二次流孔径雷诺数 Re=1 0 0 0 0~ 2 5 0 0 0 ,二次流吹风比 M=0 。
5) annular aperture
圆环孔径
1.
A new method of the defect measurement is proposed by using annular aperture cone glass shearing speckle photography.
介绍了一种利用圆环孔径和锥镜剪切散斑干涉技术检测缺陷的新方法,该方法是一种非接触式的检测方法,不受缺陷形状和位置的影响,能够准确地检测出缺陷的位置和大小。
6) hole-circle diameter
孔圆直径
补充资料:长度计量技术:孔径测量
对於孔的直径的测量﹐有直接测量﹑间接测量和综合测量等测量方法。孔径测量是长度计量技术的主要内容之一。
直接测量 利用两点或三点定位﹐直接测量出孔径的方法﹐也是最常用的孔径测量方法。根据被测孔径的精度等级﹑尺寸和数量大小﹐可以採用能测孔径的通用长度测量工具﹐例如游标卡尺(见卡尺)﹑工具显微镜﹑万能比长仪﹑卧式测长仪(见测长机)﹑卧式光学计(见比较仪)和气动量仪等﹔也可採用专用的孔径测量工具﹐例如内径千分尺﹑内径百分錶和千分錶﹑内径测微仪﹑电子塞规和利用气动﹑光学﹑电学等原理的孔径量仪等。利用槓桿机构测孔﹕此法(图1 利用槓桿机构测孔 )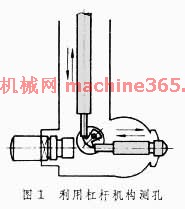 常用於手携式孔径测量工具﹐例如内径百分錶﹑机械式或电学式内径测微仪等。被测孔径尺寸与校对环规孔径之差通过槓桿机构从百分錶﹑机械式或电学式测微仪读出。这类测孔工具的测量孔径范围一般为 10~800毫米﹐其中内径测微仪的测量精确度可达3~5微米。利用斜楔原理测孔﹕此法(图2 利用斜楔原理测孔 )
常用於手携式孔径测量工具﹐例如内径百分錶﹑机械式或电学式内径测微仪等。被测孔径尺寸与校对环规孔径之差通过槓桿机构从百分錶﹑机械式或电学式测微仪读出。这类测孔工具的测量孔径范围一般为 10~800毫米﹐其中内径测微仪的测量精确度可达3~5微米。利用斜楔原理测孔﹕此法(图2 利用斜楔原理测孔 )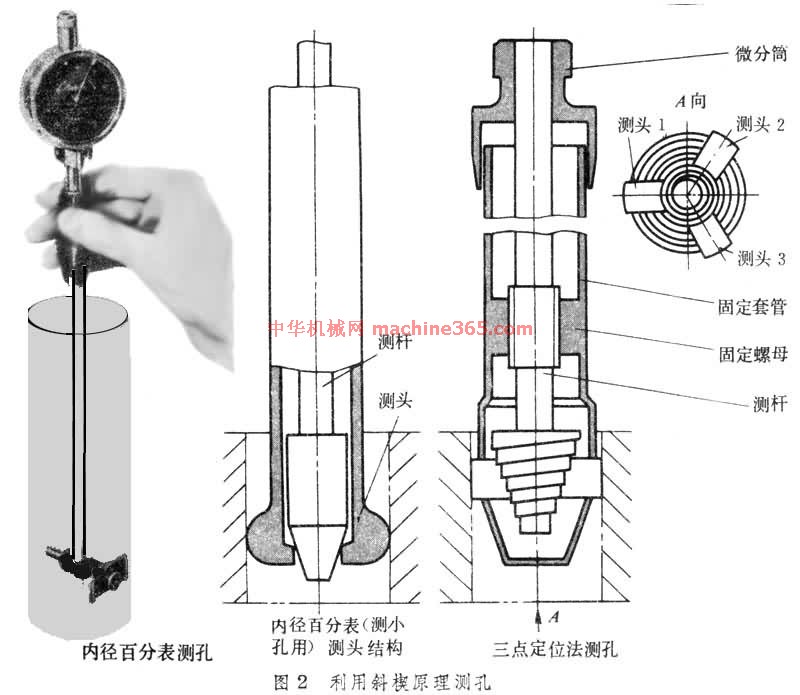 也常用於手携式孔径测量工具。其中用於测量小孔的内径百分錶﹐可以测量直径小至 0.5毫米的孔。被测孔径压缩测头使带圆锥体的测杆移动时﹐从百分錶或测微仪上便可读出孔径的误差。三点定位法适用於测量直径在 3毫米以上的孔。当测杆转动时﹐由固定螺母作用使测杆向前移动﹐通过测杆顶端的带有螺旋形凸台的圆锥体使 3个测头向外移动与被测孔接触。从固定套管和微分筒上的刻度读出被测孔径尺寸。此类孔径测量工具有三爪内径千分尺。利用气动﹑光学﹑电动等原理製成的座式孔径量仪测量高精度孔径﹐必须在接近20℃的恆温条件下进行。光波干涉式孔径测量仪测量孔径的范围为1~50毫米﹐精确度为±0.5微米。
也常用於手携式孔径测量工具。其中用於测量小孔的内径百分錶﹐可以测量直径小至 0.5毫米的孔。被测孔径压缩测头使带圆锥体的测杆移动时﹐从百分錶或测微仪上便可读出孔径的误差。三点定位法适用於测量直径在 3毫米以上的孔。当测杆转动时﹐由固定螺母作用使测杆向前移动﹐通过测杆顶端的带有螺旋形凸台的圆锥体使 3个测头向外移动与被测孔接触。从固定套管和微分筒上的刻度读出被测孔径尺寸。此类孔径测量工具有三爪内径千分尺。利用气动﹑光学﹑电动等原理製成的座式孔径量仪测量高精度孔径﹐必须在接近20℃的恆温条件下进行。光波干涉式孔径测量仪测量孔径的范围为1~50毫米﹐精确度为±0.5微米。
间接测量 先测量与孔径有关的函数﹐再换算出孔径尺寸。主要有下列两种方法﹕利用三点定一圆原理﹐测出被测孔圆周上任意三点的坐标值﹐然后求出方程式2+2+D +E +F =0中的係数D ﹑E ﹑F ﹐即可按计算式求得被测孔径﹐此法一般用於带有电子计算机的三坐标测量机﹔用直径已知的滚轮与被测孔壁对滚﹐测出被测孔圆周长﹐然后计算出孔径。此法适用於测量直径大於500毫米﹑具有连续表面的孔。应用此法的测量工具称为大直径测量仪﹐也常用於大型工件的外径测量。
直接测量 利用两点或三点定位﹐直接测量出孔径的方法﹐也是最常用的孔径测量方法。根据被测孔径的精度等级﹑尺寸和数量大小﹐可以採用能测孔径的通用长度测量工具﹐例如游标卡尺(见卡尺)﹑工具显微镜﹑万能比长仪﹑卧式测长仪(见测长机)﹑卧式光学计(见比较仪)和气动量仪等﹔也可採用专用的孔径测量工具﹐例如内径千分尺﹑内径百分錶和千分錶﹑内径测微仪﹑电子塞规和利用气动﹑光学﹑电学等原理的孔径量仪等。利用槓桿机构测孔﹕此法(图1 利用槓桿机构测孔 )
常用於手携式孔径测量工具﹐例如内径百分錶﹑机械式或电学式内径测微仪等。被测孔径尺寸与校对环规孔径之差通过槓桿机构从百分錶﹑机械式或电学式测微仪读出。这类测孔工具的测量孔径范围一般为 10~800毫米﹐其中内径测微仪的测量精确度可达3~5微米。利用斜楔原理测孔﹕此法(图2 利用斜楔原理测孔 )也常用於手携式孔径测量工具。其中用於测量小孔的内径百分錶﹐可以测量直径小至 0.5毫米的孔。被测孔径压缩测头使带圆锥体的测杆移动时﹐从百分錶或测微仪上便可读出孔径的误差。三点定位法适用於测量直径在 3毫米以上的孔。当测杆转动时﹐由固定螺母作用使测杆向前移动﹐通过测杆顶端的带有螺旋形凸台的圆锥体使 3个测头向外移动与被测孔接触。从固定套管和微分筒上的刻度读出被测孔径尺寸。此类孔径测量工具有三爪内径千分尺。利用气动﹑光学﹑电动等原理製成的座式孔径量仪测量高精度孔径﹐必须在接近20℃的恆温条件下进行。光波干涉式孔径测量仪测量孔径的范围为1~50毫米﹐精确度为±0.5微米。 间接测量 先测量与孔径有关的函数﹐再换算出孔径尺寸。主要有下列两种方法﹕利用三点定一圆原理﹐测出被测孔圆周上任意三点的坐标值﹐然后求出方程式2+2+D +E +F =0中的係数D ﹑E ﹑F ﹐即可按计算式求得被测孔径﹐此法一般用於带有电子计算机的三坐标测量机﹔用直径已知的滚轮与被测孔壁对滚﹐测出被测孔圆周长﹐然后计算出孔径。此法适用於测量直径大於500毫米﹑具有连续表面的孔。应用此法的测量工具称为大直径测量仪﹐也常用於大型工件的外径测量。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条