|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) shape pressing

压形
2) swaging
[英][sweidʒ] [美][swedʒ]
锻压;压形
3) stamping forming
冲压成形
1.
The stress distribution calculation of the flange defermation region of regular polygon box parts by stamping forming;
正多边形盒零件冲压成形凸缘变形区的应力分布计算
2.
Simulation on stamping forming process of skylight frame for Touran automobile
Touran轿车天窗框架冲压成形的数值模拟
3.
It includes Stamping forming numerical simulation and analysis,planning stamping process projects,determining technical supplementary form,and determining reasonable Stamping parameters.
其中包括冲压成形数值模拟和分析,制订冲压工艺方案、确定工艺补充形式、确定合理的冲压参数,根据模拟的厚度变化、应力应变和材料FLD等方面的数据,以及成型过程中破裂和起皱的时间、部位及其几何尺寸,调整凸凹模圆角、毛坯料的尺寸、摩擦力、压边力、拉延筋的形状大小和工艺补充等相关参数,通过模具的虚拟调试,消除了冲压缺陷。
4) extrusion
[英][eks'tru:ʒən] [美][ɛk'struʒən]
挤压变形
5) hydroforming
[英]['haidrə,fɔ:miŋ] [美]['haɪdrə,fɔrmɪŋ]
液压成形
1.
Finite element simulation for tube hydroforming process and analysis of failure mode;
圆管液压成形过程有限元模拟及失效分析研究
2.
Dynamic analysis and hydroforming mould design for motorcycle oil box;
摩托车油箱液压成形力学分析及模具设计
3.
A new model of sheet metal hydroforming equipment based on a type YX28-400/650C double-action press;
基于YX28-400/650C双动液压机的板材液压成形装备的研制
6) hydro-forming
液压胀形
1.
Design of a new tube hydro-forming tool
一种新型管材液压胀形装置的设计
2.
In the common press, hydro-forming tests of the designed sample of 0.
利用研制的集增压器、冲液器、滑动胀形模具于一体的超高压液压胀形装置,在普通液压机上针对载重0。
3.
A kind of ultrahigh pressure hydro-forming device was developed.
研制出将增压器、充液器、滑动胀形模具集成于一体的超高压液压胀形装置,该装置具有快速充填液体、产生变高压、循环过滤液体、自动控制等功能,设计中采用了过盈配合密封及组合密封技术。
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
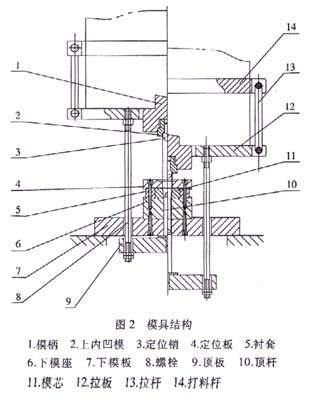
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|