1) surface machining
面加工
2) surface processing
表面加工
1.
The PTFE films are coated on the external surfaces of brass tubes, copper tube, stainless steel tube and carbon steel tube by using the dynamic ion- beam mixed implantation technique, under a variety of surface processing conditions.
对离子束动态混合注入(DIMI)技术制备的黄铜、紫铜、不锈钢和碳钢管基聚四氟乙烯(PTFE)表面的冷凝传热实验发现,用不同加工条件制备的表面具有不同的化学组成、不均匀的表面状态以及不同的物理化学性质,从而导致不同的冷凝成滴面积和传热性能,而且表面加工条件对滴状冷凝传热的寿命有至关重要的作用,不同基体材料应有不同的最佳制备工艺条件。
3) surface decoration
饰面加工
1.
Specific requirements in properties for fiberboards used as substrates of second processing are summa- rized according to various types of surface decoration through production practice.
通过生产实践,总结了不同用途和不同饰面加工工艺对纤维板基材的要求。
4) curved surface machining
曲面加工
1.
This article has described the model processing during the curved surface machining as well as some relative issues.
曲面加工中应用模型处理可简化加工难度,提高加工效率。
5) surface machining
曲面加工
1.
The cutter-path planning for surface machining using the Tricept type parallel machine tool with a flat-end cutter is studied.
借助于传统五坐标数控机床曲面加工的等残高刀轨路径生成方法,提出了适用于Ticept型并联机床的刀轨规划算法。
2.
The principle, method and results of direct interpolation control of the tool path for sculptured surface machining in a CNC system is described.
介绍了在CNC系统上实现自由曲面加工运动轨迹直接插补控制的原理、方法与取得的成果,使CNC系统具有对工程曲面的直接加工和工艺参数的修改适应能力与高速高精加工性能,直接使用类APT的高级语言,大大简化零件程序信息和加工辅助工作,使曲面精加工经济而高效。
3.
The factors that influence the path interval in five axis surface machining are discussed, and the approaches to optimizing the tool path are also explored.
运用刀具包络运动分析方法,得出了五坐标联动曲面加工中较严密的走刀行距的计算表达式,并给出了实用的求解算法和提高计算效率的措施。
6) mirror finishing
镜面加工
1.
This paper describes the process of mirror finishing of engineering ceramics.
叙述了工程陶瓷的镜面加工技术。
参考词条
补充资料:P800M型高速五面加工数控铣床
在上期中,我们通过3篇文章对高速加工的概念、解决方案等方面进行了综述,本期将继续高速的话题。在本期中,读者将看到数篇实用的文章,内容涉及高速加工设备、刀具、CAM编程解决方案等。
工业发达国家对高速加工的研究起步很早,水平也很高。在此项技术中,处于领先地位的国家主要有德国、日本、美国、意大利等。在高速加工技术中,超硬材料工具是实现超高速加工的前提和先决条件,而高速数控机床和加工中心则是实现高速加工的关键设备。本文所介绍的正是当前较为领先的德国Metrom公司生产的P800M型高速五面加工数控铣床。
一、总体配置
P800M型高速五面加工数控铣床是由德国Metrom公司生产的,它结构新颖、布局紧凑。机床首次采用5杆并联机构和5环驱动的主轴部件,在并联运动机构设计理论上有所突破,从而实现主轴部件偏转角大于90º,能够真正进行5面加工,其外观如图1所示。

图1 P800M型并联运动机床
机床采用封闭的多棱体桁架结构,床身底座呈五角形,由厚钢板焊接成为一个整体,因而具有良好的刚性,如图2所示。

图2 机床的内部结构
在多菱体桁架的5个面上安装有滚珠丝杆的支点——万向铰链,5根丝杠的另一端通过铰链与主轴部件的5个可转动同心外环连接。改变2个支点间的距离,即可使主轴部件处于不同工作位置。5杆并联机构驱动的主轴部件如图3所示。
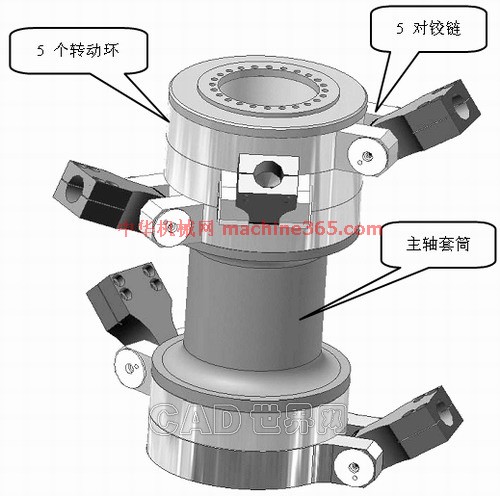
图3 5杆并联机构驱动的主轴部件
P800M型高速机床的技术规格如下表1所列。

表1 机床主要规格
新颖的5杆驱动配置使机床具有高速加工所需要的主要特性:
(1)机床运动部件的质量较小,采用小功率的驱动装置就可以达到很高的加速度,所产生的惯性反作用力也非常小。
(2)采用封闭桁架结构,使机床工作时产生的力尽可能相互抵消,从而保证高动态性能。
(3)机床结构简单,部件的种类和数量少,模块化程度高,工作可靠性高,维护方便,易于重组。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。