1) turning process

车削工艺
1.
Later tool and turning process of curting worm are similar to trapezoid thread,but because of the worm pole deep,it is difficulty cutting than trapezoid thread.
车削蜗杆的车刀和车削工艺与车削梯形螺纹很相似,但由于蜗杆的齿深较深,车削时比梯形螺纹还困难。
2) grinding process
磨削工艺
1.
AHP and gray analysis of the green evaluation index system of grinding process;
磨削工艺绿色评价指标体系的AHP灰关联分析
2.
Identification and Comoutation of Prediction Model Expressions of Grinding Process;
磨削工艺过程预报模型表达式的识别及计算处理
3.
Research on grinding process of spinning roller;
磨削工艺对胶辊磨削质量的影响
3) milling process
铣削工艺
1.
The article introduces to determine milling shape of strip edges,establish milling process of strip through calculating weld penetration as well as calculating section,width and reinforcement of weld bead by establishing strip milling process and making comparison with ideal section,width and reinforcement of weld bead to adjust welding parameters to achieve matching.
介绍了通过焊接工艺参数计算焊缝熔深,确定带钢坡口铣削形状,制定带钢的铣削工艺以及计算焊道截面、宽度、余高的方法,并与理想焊道截面、宽度、余高进行比较,调整焊接参数,从而达到带钢的铣削形状与焊接工艺相匹配,保证螺旋焊管的焊接质量。
4) Reaming techniques
铰削工艺
6) chipping technology
削片工艺
补充资料:零件车削工艺
轴类零件车削工艺
为了进行科学的管理,在生产过程中,常把合理的工艺过程中的各项内容,编写成文件来指导生产。这类规定产品或零部件制造工艺过程和操作方法等的工艺文件叫工艺规程。一个零件可以用几种不同的加工方法制造,但在一定条件下只有某一种方法是较合理的。一般主轴类零件的加工工艺路线为:
下料—〉锻造—〉退火(正火)—〉粗加工—〉调质—〉半精加工—〉淬火—〉粗磨—〉低温时效—〉精磨。
例如图6-46所示的传动轴,由外圆、轴肩、螺纹及螺纹退刀槽、砂轮越程槽等组成。中间一档外圆及轴肩一端面对两端轴颈有较高的位置精度要求,且外圆的表面粗糙度Ra值为0.8~0.4μm,此外,该传动轴与一般重要的轴类零件一样,为了获得良好的综合力学性能,需要进行调质处理。
轴类零件中,对于光轴或在直径相差不大的台阶轴,多采用圆钢为坯料;对于直径相差悬殊的台阶轴,采用锻件可节省材料和减少机加工工时。因该轴各外圆直径尺寸悬殊不大,且数量为2件,可选择φ55的圆钢为毛坯。
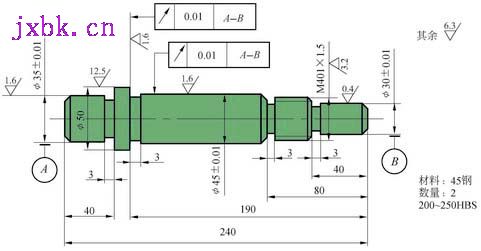
图6-46 传动轴
根据传动轴的精度要求和力学性能要求,可确定加工顺序为:粗车—调质一半精车一磨削
由于粗车时加工余量多,切削力较大,且粗车时各加工面的位置精度要求低,故采用一夹一顶安装工件。如车床上主轴孔较小,粗车φ35一端时也可只用三爪自定心卡盘装夹粗车后的φ45外圆;半精车时,为保证各加工面的位置精度,以及与磨削采用统一的定位基准,减少重复定位误差,使磨削余量均匀.保证磨削加工质量,故采用两顶尖安装工件。
传动轴的加工工艺过程如表6-3所示。
表6-3 传动轴加工工艺
序号
工种
加 工 简 图
加 工 内 容
刀具或工具
安装方法
为了进行科学的管理,在生产过程中,常把合理的工艺过程中的各项内容,编写成文件来指导生产。这类规定产品或零部件制造工艺过程和操作方法等的工艺文件叫工艺规程。一个零件可以用几种不同的加工方法制造,但在一定条件下只有某一种方法是较合理的。一般主轴类零件的加工工艺路线为:
下料—〉锻造—〉退火(正火)—〉粗加工—〉调质—〉半精加工—〉淬火—〉粗磨—〉低温时效—〉精磨。
例如图6-46所示的传动轴,由外圆、轴肩、螺纹及螺纹退刀槽、砂轮越程槽等组成。中间一档外圆及轴肩一端面对两端轴颈有较高的位置精度要求,且外圆的表面粗糙度Ra值为0.8~0.4μm,此外,该传动轴与一般重要的轴类零件一样,为了获得良好的综合力学性能,需要进行调质处理。
轴类零件中,对于光轴或在直径相差不大的台阶轴,多采用圆钢为坯料;对于直径相差悬殊的台阶轴,采用锻件可节省材料和减少机加工工时。因该轴各外圆直径尺寸悬殊不大,且数量为2件,可选择φ55的圆钢为毛坯。
图6-46 传动轴
根据传动轴的精度要求和力学性能要求,可确定加工顺序为:粗车—调质一半精车一磨削
由于粗车时加工余量多,切削力较大,且粗车时各加工面的位置精度要求低,故采用一夹一顶安装工件。如车床上主轴孔较小,粗车φ35一端时也可只用三爪自定心卡盘装夹粗车后的φ45外圆;半精车时,为保证各加工面的位置精度,以及与磨削采用统一的定位基准,减少重复定位误差,使磨削余量均匀.保证磨削加工质量,故采用两顶尖安装工件。
传动轴的加工工艺过程如表6-3所示。
表6-3 传动轴加工工艺
序号
工种
加 工 简 图
加 工 内 容
刀具或工具
安装方法
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条