|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) hard grineling

硬磨
2) grit
[英][ɡrɪt] [美][grɪt]
硬磨料,硬渣
3) superabrasive
超硬磨料
1.
The characteristics and advantages of monolayer brazed superabrasive tools are introduced.
介绍了单层钎焊超硬磨料工具的特点及优势,综述了国内外钎焊金刚石和立方氮化硼(CBN)工具的研究现状和研究成果。
2.
This paper deals with the development situation and key technique of HighSpeed & Super-high Speed Grinding and introduces an international new manufacturing technology of brazed monolayer superabrasive grinding wheel.
介绍了国际上制备单层钎焊超硬磨料砂轮新技术 ,设计了一套在线闭环控制系统 ,以声光调QYAG激光烧蚀修整超硬磨料砂轮 ,并进行了试验 ,结果表明这是切实方便可行的有效方
3.
Introduces briefly the technological advantages and primary investigation achievements of an external brazed monolayer superabrasive grinding wheel, which has caused a sensation in the grinding fields abroad with it due to its excellent grindability.
概述了国外单层高温钎焊超硬磨料砂轮的工艺优势及主要研究成果,这种新型超硬磨料砂轮以其卓越的磨削性能已在国内外磨削界引起了轰动,它在今后逐步替代传统砂轮应是一种无法抗拒的必然趋势。
4) superhard abrasive
超硬磨料
1.
The superhard abrasive tools are usually made by the electroplating abrasive method.
电镀磨料法是制造超硬磨料工具的常用方法,电镀质量直接影响到电镀超硬磨料工具的寿命和使用性能,而电镀工艺是影响电镀质量的主要因素。
5) Grinding hardening
磨削淬硬
1.
Grinding hardening is a new process that integrates surface quenching into grinding.
磨削淬硬是一种将表面淬火集成到磨削加工中去的新工艺,它不仅具有显著的经济效益,而且符合绿色加工的要求,具有显著的社会效益。
2.
The grinding hardening is a new surface heat treatment process using grinding heat which induce martensitic phase transformation in the surface layers of annealed or tempered steels to achieve surface strengthening processes and integrate the surface hardening process with the machining process.
磨削淬硬是利用磨削热对工件材料进行表面热处理的新工艺技术 ,使表面淬火工艺与机械加工过程集成化。
3.
The grinding hardening is a new technology of hardening workpiece surfaces using grinding heat which is realistic substitution for the induction hardening process.
磨削淬硬是利用磨削热对工件表面进行淬硬处理的新技术,可替代表面淬火等热处理工艺,它有利于简化生产工艺,降低制造成本。
6) grind-hardening
磨削淬硬
1.
Numerical simulation of grind-hardening of 40 Cr steel for two passes grinding
40Cr双程磨削淬硬的数值模拟
2.
This paper outlines several stages of the development of the grind-hardening technology and the major problems which remain to be solved in researches.
概述了磨削淬硬技术发展的几个阶段和磨削淬硬加工研究中尚存在的主要问题。
3.
According to the grind-hardening test and using the multiple linear regression analysis,the experimental formula of the tangential grinding force is established in this paper.
本研究采用多元线性回归分析法,在磨削淬硬实验的基础上建立了40CrNi MoA钢的切向磨削力试验公式,并结合Rowe和Pettit的热量分配系数公式,运用有限元法对不同磨削用量下的淬硬层厚度进行了预测,得到了磨削深度、工件进给速度和磨削速度对淬硬层厚度的影响规律,从而为制订、实施和优化磨削淬硬工艺提供了基础。
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。 超硬刀具及其选用 超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。 1,超硬刀具材料及其选用 涂层硬质合金 在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。 涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。 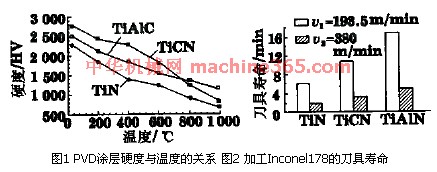
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|