2) Double ring rolling

成对辗扩
3) rotary roll
摆辗成形
1.
Finite element analysis of maximum rolling pressure of rotary roll forming for straight tooth bevel gear;
直齿圆锥齿轮摆辗成形最大辗压力的有限元研究
4) local rolling forming
辗压成形
1.
By using some simplification assumptions,a theoretical analysis of the local rolling forming load for the discal parts is presented.
在某些简化假设条件下,对盘型件局部辗压成形的载荷及其影响因素进行了理论分析。
5) ring rolling
辗环成形
1.
Numerical simulation of new ring rolling process of tubeless steel wheel
无内胎钢制车轮辗环成形新工艺及其数值模拟
6) rolling deformation field
辗扩变形区
补充资料:锻压:辗扩
环形毛坯在辗压辊和芯辊构成的孔型中逐步扩大直径并成形﹐製成所需环形件的旋转锻造方法﹐又称扩孔或辗环。辗扩以热锻环形件为坯料﹐用以製造轴承环﹑轮箍﹑高压容器﹑缸体和衬套等较大直径的环形件﹐可达到的精度﹕外径小於500毫米的工件直径公差可在 1~2毫米之内﹔外径为1~2米的工件直径公差可在4~5毫米之内。
图 辗扩原理图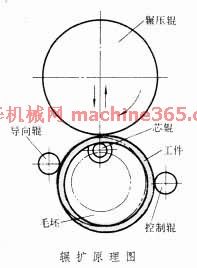 为辗扩的原理。主动旋转的辗压辊逐步压下﹐使置於芯辊上的环形毛坯直径相应扩大﹐毛坯的截面形状尺寸也随之改变﹐直至达到產品的要求。辗压机在芯辊的两侧设有导向辊和控制辊。导向辊在辗压过程中起扶持毛坯的稳定作用。控制辊在工件辗扩到预定的直径时发出信号﹐起控制尺寸的作用。辗扩成形有变形力小﹐设备轻﹐生產过程平稳和便於自动化等特点。辗扩工艺设计主要是根据坯料和產品的形状和尺寸﹐确定合理的辗扩係数 ﹐即辗扩前后环形件的直径比﹐一般取=1.3~1.7﹐形状复杂的工件取小值。
为辗扩的原理。主动旋转的辗压辊逐步压下﹐使置於芯辊上的环形毛坯直径相应扩大﹐毛坯的截面形状尺寸也随之改变﹐直至达到產品的要求。辗压机在芯辊的两侧设有导向辊和控制辊。导向辊在辗压过程中起扶持毛坯的稳定作用。控制辊在工件辗扩到预定的直径时发出信号﹐起控制尺寸的作用。辗扩成形有变形力小﹐设备轻﹐生產过程平稳和便於自动化等特点。辗扩工艺设计主要是根据坯料和產品的形状和尺寸﹐确定合理的辗扩係数 ﹐即辗扩前后环形件的直径比﹐一般取=1.3~1.7﹐形状复杂的工件取小值。
辗扩机分为倾斜式﹑卧式和多工位型 3种型式。多工位辗扩机一般设有旋转工作台﹐其上设有上料﹑辗扩和下料等工位﹐能自动完成辗扩操作。倾斜式和多工位辗扩机一般用於生產中小形的环形件。在卧式辗扩机上工件平放在辗扩工作台上进行辗扩﹐用於生產车轮轮轂﹑大齿圈﹑容器壳体和直径达数米的环形件。
图 辗扩原理图
为辗扩的原理。主动旋转的辗压辊逐步压下﹐使置於芯辊上的环形毛坯直径相应扩大﹐毛坯的截面形状尺寸也随之改变﹐直至达到產品的要求。辗压机在芯辊的两侧设有导向辊和控制辊。导向辊在辗压过程中起扶持毛坯的稳定作用。控制辊在工件辗扩到预定的直径时发出信号﹐起控制尺寸的作用。辗扩成形有变形力小﹐设备轻﹐生產过程平稳和便於自动化等特点。辗扩工艺设计主要是根据坯料和產品的形状和尺寸﹐确定合理的辗扩係数 ﹐即辗扩前后环形件的直径比﹐一般取=1.3~1.7﹐形状复杂的工件取小值。 辗扩机分为倾斜式﹑卧式和多工位型 3种型式。多工位辗扩机一般设有旋转工作台﹐其上设有上料﹑辗扩和下料等工位﹐能自动完成辗扩操作。倾斜式和多工位辗扩机一般用於生產中小形的环形件。在卧式辗扩机上工件平放在辗扩工作台上进行辗扩﹐用於生產车轮轮轂﹑大齿圈﹑容器壳体和直径达数米的环形件。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条