1) modification
[英][,mɔdɪfɪ'keɪʃn] [美]['mɑdəfə'keʃən]

修形
1.
Study on modification technique of hourglass worm gear tooth surface;
小柱面包络环面蜗杆齿面修形方法研究
2.
The EHL calculatlon of helical gear with toothprofile modification along contact lines;
齿廓修形斜齿轮沿接触线的弹流润滑计算
2) profiling
[英]['prəʊfaɪlɪŋ] [美]['profaɪlɪŋ]
修形
1.
A New Method of Profiling Honing Gear;
外啮合珩齿珩轮修形新方法
2.
One of the key points determining the accuracy is the profiling of honing ring with a diamond dressing gear.
内啮合珩齿是硬齿面齿轮精加工的重要方法,技术难点之一是用齿轮式的金刚石修整滚轮对内珩轮进行修形,本文探讨了齿轮式金刚石修形轮的制作方法,应用空间啮合理论对内啮合珩齿修形及加工的啮合状况进行了分析,并用自制的金刚石修形轮在D 250 C内啮合珩齿机上进行了修形及加工试验。
3) modification gear tooth profile
修形齿形
4) profile modification
齿形修形
1.
The amount of the profile modification is decided by the rigidity of a pair of gear teeth,and the curve equation is confirmed after the length of modification is solved.
介绍了齿轮齿形修形和齿向修形两种修形方法及修形齿轮的加工方法。
5) Crowned Gear Correction
鼓形齿修形
6) modification of spray fusing
喷熔修形
1.
The Research of Modification of Spray Fusing on Improving the Fatigue Performance of Welded Construction;
喷熔修形法改善焊接结构疲劳性能的研究
2.
Two kinds of alloy powder,Ni60 and Fe38,were used to improve the fatigue strength of cruciform joints of Q235B through modification of spray fusing at the weld toe.
采用Ni60和Fe38两种合金粉末对Q235B钢十字接头焊趾处进行了喷熔修形处理和高频疲劳试验。
补充资料:传动:轮齿修形
有意识地微量修整齿轮的齿面﹐使其偏离理论齿面的工艺措施。按修形部位的不同﹐轮齿修形可分为齿廓修形和齿向修形。
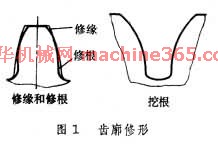
齿廓修形 微量修整齿廓﹐使其偏离理论齿廓。齿廓修形包括修缘﹑修根和挖根等(图1 齿廓修形 )。修缘是对齿顶附近的齿廓修形。通过修缘可以减轻轮齿的衝击﹑振动和噪声﹐减小动载荷﹐改善齿面的润滑状态﹐减缓或防止胶合破坏。修根是对齿根附近的齿廓修形。修根的作用与修缘基本相同﹐但修根使齿根弯曲强度削弱。採用磨削工艺修形时﹐为提高工效有时以小齿轮修根代替配对大齿轮修缘。挖根是对轮齿的齿根过渡曲面进行修整。经淬火和渗碳的硬齿面齿轮﹐在热处理后需要磨齿﹐为避免齿根部磨削烧伤和保持残餘压应力的有利作用﹐齿根部不应磨削﹐为此在切製时可进行挖根。此外﹐通过挖根可增大齿根过渡曲线的曲率半径﹐以减小齿根圆角处的应力集中。
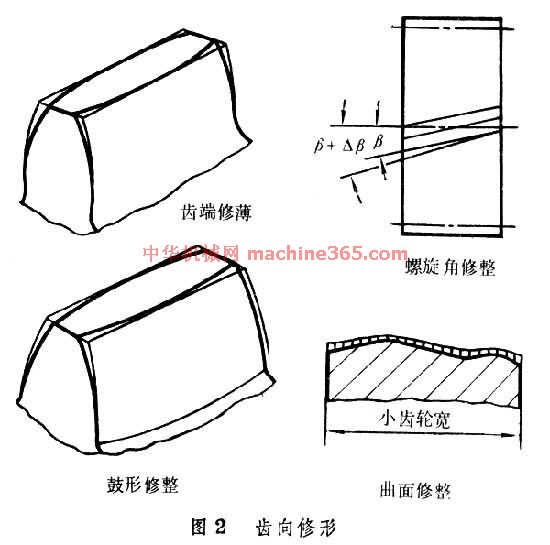
齿向修形 沿齿线方向微量修整齿面﹐使其偏离理论齿面。通过齿向修形可以改善载荷沿轮齿接触线的不均匀分布﹐提高齿轮承载能力。齿向修形的方法主要有齿端修薄﹑螺旋角修整﹑鼓形修整和曲面修整等(图2 齿向修形 )。齿端修薄是对轮齿的一端或两端在一小段齿宽上将齿厚向端部逐渐削薄。它是最简单的修形方法﹐但修整效果较差。螺旋角修整是微量改变齿向或螺旋角β 的大小﹐使实际齿面位置偏离理论齿面位置。螺旋角修整比齿端修薄效果好﹐但由於改变的角度很小﹐因此不能在齿向各处都有显著效果。鼓形修整是採用齿向修形使轮齿在齿宽中央鼓起﹐一般两边呈对称形状。鼓形修整虽然可以改善轮齿接触线上载荷的不均匀分布﹐但是由於齿的两端载荷分布并非完全相同﹐误差也不完全按鼓形分布﹐因此修形效果也不理想。曲面修整是按实际偏载误差进行齿向修形。考虑实际偏载误差﹐特别是考虑热变形﹐则修整以后的齿面不一定总是鼓起的﹐而通常呈凹凸相连的曲面。曲面修整效果较好﹐是较理想的修形方法﹐但计算比较麻烦﹐工艺比较复杂。
齿廓修形 微量修整齿廓﹐使其偏离理论齿廓。齿廓修形包括修缘﹑修根和挖根等(图1 齿廓修形 )。修缘是对齿顶附近的齿廓修形。通过修缘可以减轻轮齿的衝击﹑振动和噪声﹐减小动载荷﹐改善齿面的润滑状态﹐减缓或防止胶合破坏。修根是对齿根附近的齿廓修形。修根的作用与修缘基本相同﹐但修根使齿根弯曲强度削弱。採用磨削工艺修形时﹐为提高工效有时以小齿轮修根代替配对大齿轮修缘。挖根是对轮齿的齿根过渡曲面进行修整。经淬火和渗碳的硬齿面齿轮﹐在热处理后需要磨齿﹐为避免齿根部磨削烧伤和保持残餘压应力的有利作用﹐齿根部不应磨削﹐为此在切製时可进行挖根。此外﹐通过挖根可增大齿根过渡曲线的曲率半径﹐以减小齿根圆角处的应力集中。
齿向修形 沿齿线方向微量修整齿面﹐使其偏离理论齿面。通过齿向修形可以改善载荷沿轮齿接触线的不均匀分布﹐提高齿轮承载能力。齿向修形的方法主要有齿端修薄﹑螺旋角修整﹑鼓形修整和曲面修整等(图2 齿向修形 )。齿端修薄是对轮齿的一端或两端在一小段齿宽上将齿厚向端部逐渐削薄。它是最简单的修形方法﹐但修整效果较差。螺旋角修整是微量改变齿向或螺旋角β 的大小﹐使实际齿面位置偏离理论齿面位置。螺旋角修整比齿端修薄效果好﹐但由於改变的角度很小﹐因此不能在齿向各处都有显著效果。鼓形修整是採用齿向修形使轮齿在齿宽中央鼓起﹐一般两边呈对称形状。鼓形修整虽然可以改善轮齿接触线上载荷的不均匀分布﹐但是由於齿的两端载荷分布并非完全相同﹐误差也不完全按鼓形分布﹐因此修形效果也不理想。曲面修整是按实际偏载误差进行齿向修形。考虑实际偏载误差﹐特别是考虑热变形﹐则修整以后的齿面不一定总是鼓起的﹐而通常呈凹凸相连的曲面。曲面修整效果较好﹐是较理想的修形方法﹐但计算比较麻烦﹐工艺比较复杂。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条