1) dressing of grinding wheel

砂轮修形
1.
The theory of dressing of grinding wheel in hob grinder is researched.
在对滚刀刃磨中砂轮修形的问题进行研究后设计了一种用于砂轮修形的修形仪 ,该修形仪能较好地解决刃磨大螺旋角滚刀时砂轮与滚刀前刀面的干涉问题。
2) grinding wheel correction
砂轮修形
1.
The numerical control\'s grinding wheel correction combines the grinding wheel\'s correction and numerical control technique and finally correct out the generatrix-grinding wheel.
本文采用PC数控技术、开放式的设计思想以及模块化的设计方法,以PC机和已经成形的砂轮修形机数控系统为平台,设计出来能够实现全自动化加工的砂轮母线修形机数控系统应用软件。
3) Two-grind-wheels shaping
双砂轮修形
4) grinding wheel dressing machine
砂轮修形机
1.
Firstly,this paper presents a brief introduction about form grinding technology,as well as the user demand and characteristics of grinding wheel dressing machine.
以PM AC多轴运动控制器为基础,针对砂轮修形机开发出其数控系统软件。
5) emery wheel dresser
砂轮修整器砂轮整形器
6) grinding wheel copying dresser
砂轮仿形修整器
补充资料:传动:轮齿修形
有意识地微量修整齿轮的齿面﹐使其偏离理论齿面的工艺措施。按修形部位的不同﹐轮齿修形可分为齿廓修形和齿向修形。
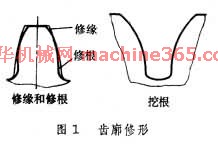
齿廓修形 微量修整齿廓﹐使其偏离理论齿廓。齿廓修形包括修缘﹑修根和挖根等(图1 齿廓修形 )。修缘是对齿顶附近的齿廓修形。通过修缘可以减轻轮齿的衝击﹑振动和噪声﹐减小动载荷﹐改善齿面的润滑状态﹐减缓或防止胶合破坏。修根是对齿根附近的齿廓修形。修根的作用与修缘基本相同﹐但修根使齿根弯曲强度削弱。採用磨削工艺修形时﹐为提高工效有时以小齿轮修根代替配对大齿轮修缘。挖根是对轮齿的齿根过渡曲面进行修整。经淬火和渗碳的硬齿面齿轮﹐在热处理后需要磨齿﹐为避免齿根部磨削烧伤和保持残餘压应力的有利作用﹐齿根部不应磨削﹐为此在切製时可进行挖根。此外﹐通过挖根可增大齿根过渡曲线的曲率半径﹐以减小齿根圆角处的应力集中。
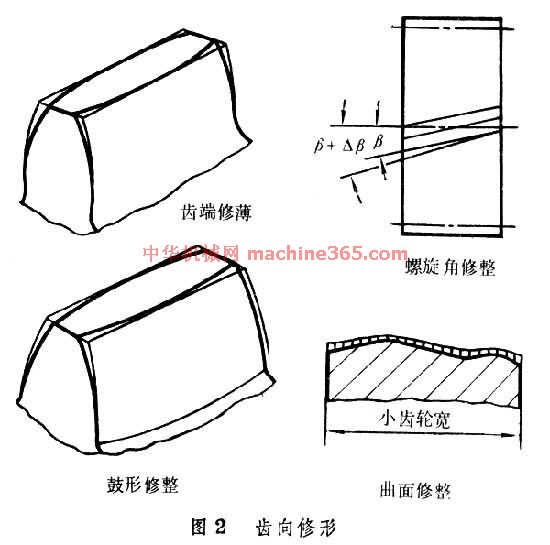
齿向修形 沿齿线方向微量修整齿面﹐使其偏离理论齿面。通过齿向修形可以改善载荷沿轮齿接触线的不均匀分布﹐提高齿轮承载能力。齿向修形的方法主要有齿端修薄﹑螺旋角修整﹑鼓形修整和曲面修整等(图2 齿向修形 )。齿端修薄是对轮齿的一端或两端在一小段齿宽上将齿厚向端部逐渐削薄。它是最简单的修形方法﹐但修整效果较差。螺旋角修整是微量改变齿向或螺旋角β 的大小﹐使实际齿面位置偏离理论齿面位置。螺旋角修整比齿端修薄效果好﹐但由於改变的角度很小﹐因此不能在齿向各处都有显著效果。鼓形修整是採用齿向修形使轮齿在齿宽中央鼓起﹐一般两边呈对称形状。鼓形修整虽然可以改善轮齿接触线上载荷的不均匀分布﹐但是由於齿的两端载荷分布并非完全相同﹐误差也不完全按鼓形分布﹐因此修形效果也不理想。曲面修整是按实际偏载误差进行齿向修形。考虑实际偏载误差﹐特别是考虑热变形﹐则修整以后的齿面不一定总是鼓起的﹐而通常呈凹凸相连的曲面。曲面修整效果较好﹐是较理想的修形方法﹐但计算比较麻烦﹐工艺比较复杂。
齿廓修形 微量修整齿廓﹐使其偏离理论齿廓。齿廓修形包括修缘﹑修根和挖根等(图1 齿廓修形 )。修缘是对齿顶附近的齿廓修形。通过修缘可以减轻轮齿的衝击﹑振动和噪声﹐减小动载荷﹐改善齿面的润滑状态﹐减缓或防止胶合破坏。修根是对齿根附近的齿廓修形。修根的作用与修缘基本相同﹐但修根使齿根弯曲强度削弱。採用磨削工艺修形时﹐为提高工效有时以小齿轮修根代替配对大齿轮修缘。挖根是对轮齿的齿根过渡曲面进行修整。经淬火和渗碳的硬齿面齿轮﹐在热处理后需要磨齿﹐为避免齿根部磨削烧伤和保持残餘压应力的有利作用﹐齿根部不应磨削﹐为此在切製时可进行挖根。此外﹐通过挖根可增大齿根过渡曲线的曲率半径﹐以减小齿根圆角处的应力集中。
齿向修形 沿齿线方向微量修整齿面﹐使其偏离理论齿面。通过齿向修形可以改善载荷沿轮齿接触线的不均匀分布﹐提高齿轮承载能力。齿向修形的方法主要有齿端修薄﹑螺旋角修整﹑鼓形修整和曲面修整等(图2 齿向修形 )。齿端修薄是对轮齿的一端或两端在一小段齿宽上将齿厚向端部逐渐削薄。它是最简单的修形方法﹐但修整效果较差。螺旋角修整是微量改变齿向或螺旋角β 的大小﹐使实际齿面位置偏离理论齿面位置。螺旋角修整比齿端修薄效果好﹐但由於改变的角度很小﹐因此不能在齿向各处都有显著效果。鼓形修整是採用齿向修形使轮齿在齿宽中央鼓起﹐一般两边呈对称形状。鼓形修整虽然可以改善轮齿接触线上载荷的不均匀分布﹐但是由於齿的两端载荷分布并非完全相同﹐误差也不完全按鼓形分布﹐因此修形效果也不理想。曲面修整是按实际偏载误差进行齿向修形。考虑实际偏载误差﹐特别是考虑热变形﹐则修整以后的齿面不一定总是鼓起的﹐而通常呈凹凸相连的曲面。曲面修整效果较好﹐是较理想的修形方法﹐但计算比较麻烦﹐工艺比较复杂。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条