1) micro-ECM

微细电解加工
1.
Research of Improving the Precision of Micro-ECM;
提高微细电解加工精度的研究
2.
The electrolytic products are hard to be removed from machining gap in micro-ECM(electrochemical machining) process,which may lower machining speed or stop the machining process.
微细电解加工时,由于间隙微小,生成的电解产物因难以从加工区域中移除而降低了加工速度甚至中断加工。
2) electrochemical micromachining
微细电解加工
1.
According to the requirements of electrochemical micromachining,an adjustable pulsed power supply unit is developed by using the μs-grade adjustable pulsed generating circuit,main circuit of pulsed power supply and protecting circuit which are controlled by single chip microcomputer.
根据微细电解加工的要求,应用单片机控制的微秒级可调脉冲发生电路、脉冲电源主电路和保护电路,研制了可调脉冲电源装置。
2.
Cr/Au sacrificial film was developed by electrochemical micromachining using a PET through-mask ablated with CO2 laser system.
以CO2激光直写加工PET膜模板,微细电解加工玻璃基片上的铬/金牺牲层快速获得窗口,湿法腐蚀及热键合制作玻璃微流控芯片。
3.
In this paper,a sets of experiments are carried out on the difficult-to-machine—nickelbase superalloys based on the principle of electrochemical micromachining with nanosecond pulse current.
基于纳秒脉冲微细电解加工原理,在难加工材料——镍基高温合金上进行了一系列微细电解加工工艺试验。
3) micro ECM
微细电解加工
1.
The set is qualified the requirement of micro ECM.
设计和制作了新型微细电解加工的微秒级可调脉冲电源装置,介绍了此装置的总体结构、AT89C51单片机控制的脉冲发生电路、脉冲电源主电路和保护电路工作原理及过程。
2.
It will be great significance to thoroughly grasp micro ECM core techniques and develop micro ECM system to fabricate microstructures with the meso size(from .
研究和掌握微细电解加工的关键技术,研制开发微细电解加工系统,深入研究微细电解加工工艺,并结合制造业中大量存在的 meso scale(尺寸为几微米至几百微米)的微细结构,将微细电解加工用于实际工业应用研究,具有重要的现实意义。
3.
The electrolytic products are hard to be removed from the small machining gap in micro ECM(electrochemical machining) process,which decrease the machining efficiency,stability and quality.
微细电解加工时,微小加工间隙内的电解产物难以移除,会降低加工效率、影响加工稳定性和质量。
4) EMM
微细电解加工
1.
μs-grade Adjustable Pulsed Power Supply & EMM Application;
μs级可调脉冲电源及微细电解加工应用
2.
μs-Grade Adjustable Pulsed Power Supply & EMM Application;
薄片复杂细槽的微细电解加工
3.
According to the method of modular design of reconfigurable machine tool,a multifunctional system for micro electro-discharge machining(EDM) and electrochemical micromachining(EMM) was designed.
基于可重构机床模块化的设计方法,设计了一套可进行微细电火花加工和微细电解加工的多功能微细电加工系统。
5) electrochemical micromachining(EMM)
微细电解加工
1.
Aimed at the checking and controlling of the machining gap,the composition and distribution of the electrolyte,and the pulses power supply in electrochemical micromachining(EMM),the experimental investigation of EMM was carried out.
针对微细电解加工中脉冲电源技术,电解液成分配比,以及加工间隙检测、控制等问题开展了微细电解加工技术的试验研究工作。
2.
The paper presented a micro-system for electrochemical micromachining(EMM).
基于微细电解加工的特点,介绍了一种微细电解加工系统。
6) wire electrochemical micro-machining
微细电解线切割加工
1.
Base on the principle of electrochemical,the mechanism of wire electrochemical micro-machining is investigated,the theoretical model of the method is founded and the top limit of feed speed of the micron scale wire electrode is studied.
基于电化学原理,讨论微细电解线切割加工的机理,建立了加工的理论模型,得出微米尺度线电极进给速度的理论上限。
补充资料:特种加工:电解加工
利用金属在电解液中产生电化学阳极溶解的原理对工件进行成形加工的特种加工﹐又称电化学加工﹐英文简称 ECM。电解加工于20世纪50年代中期在苏联和美国开始应用。日本于60年代初期发明的混入一定量压缩空气的混气电解加工﹐提高了加工精度。
加工原理 图 电解加工原理图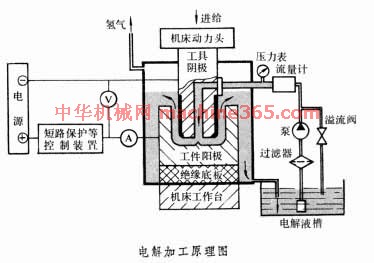 为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。
为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。
电解液的成分主要取决于工件材料和加工要求﹐氯化钠(NaCl)和硝酸钠(NaNO3)水溶液使用较为普遍﹐某些场合也使用氯酸钠(NaClO3)水溶液。对不锈钢﹑钛合金等工件材料﹐为了防止电蚀和改善表面质量﹐可使用两种或多种成分混合的电解液。混气电解加工是在电解液中混入一定量的压缩空气﹐使加工区域内电解液的流场分布更为均匀﹐加工间隙趋向一致﹐从而提高加工精度。
特点和应用 电解加工的特点是﹕①能以简单的进给运动一次加工出复杂的型腔或型面。②可加工高硬度﹑高强度和高韧性的难加工金属材料(如淬火钢﹑高温合金和钛合金等)。③工具电极不损耗。④产生的热量被电解液带走﹐工件基本上没有温升﹐适合于加工热敏性材料的零件。⑤加工中无机械切削力﹐加工后零件表面无残余应力﹐无毛刺。⑥表面粗糙度可达R 1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。
1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。
加工原理 图 电解加工原理图
为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。 电解液的成分主要取决于工件材料和加工要求﹐氯化钠(NaCl)和硝酸钠(NaNO3)水溶液使用较为普遍﹐某些场合也使用氯酸钠(NaClO3)水溶液。对不锈钢﹑钛合金等工件材料﹐为了防止电蚀和改善表面质量﹐可使用两种或多种成分混合的电解液。混气电解加工是在电解液中混入一定量的压缩空气﹐使加工区域内电解液的流场分布更为均匀﹐加工间隙趋向一致﹐从而提高加工精度。
特点和应用 电解加工的特点是﹕①能以简单的进给运动一次加工出复杂的型腔或型面。②可加工高硬度﹑高强度和高韧性的难加工金属材料(如淬火钢﹑高温合金和钛合金等)。③工具电极不损耗。④产生的热量被电解液带走﹐工件基本上没有温升﹐适合于加工热敏性材料的零件。⑤加工中无机械切削力﹐加工后零件表面无残余应力﹐无毛刺。⑥表面粗糙度可达R
1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条