1) linear additive

线性可加性
1.
This blending of the main indicators of coal quality water,ash,sulfur,the volatile additive theoretical analysis,that its linear additive,according to a large number of experimental data,applications Statistical methods of statistical analysis,further evidence of these indicators have linear additive for coal has provided the theoretical foundation of mathematics.
对配煤的几个主要煤质指标水分、灰分、硫分、挥发份的可加性进行了理论分析,认为其具有线性可加性,又根据大量的实验数据,应用数理统计的方法进行了统计分析,进一步证明这几个指标具有线性可加性,为配煤提供了数学理论基础。
2) linear additive model
线性可加模型
3) Machinability
[məʃi:nə'biliti]
可加工性
1.
The Fuzzy Comprehensive Evaluation of the Machinability of Machinable Ceramics;
可加工陶瓷材料可加工性的模糊综合评判
2.
Study of the machinability of the new-developed plastic die steels;
新研制塑料模具钢可加工性研究
3.
In order to evaluate machinability of ceramics materials objectively,data envelopment analysis(DEA) model for machinability evaluation of machinable ceramic materials was established.
为了客观评价陶瓷材料的可加工性,建立了可加工陶瓷材料可加工性评价的数据包络分析模型。
4) additivity
[,ædi'tiviti]
可加性
1.
Additivity of Jordan Maps and Biderivations on Nest Subalgebras;
套子代数上Jordan映射的可加性及双导子
2.
Study on Additivity and Biological Value of Digestible Amino Acid and Metabolizable Energy in Ingredients for Broilers;
肉仔鸡饲料原料可消化氨基酸和代谢能的生物学评定及可加性研究
3.
These are the computability of value, the validity of valuation methods, the additivity and analyticity of value sectors, and error measurement of the value.
本文首先对国际生态经济学界围绕“世界生态系统功能价值计量”的方法学论争进行简短的评论 ,接着阐述了生物多样性价值的新的概念框架 ,并据此就生物多样性价值计量中尚未得到关注的问题 (生物多样性价值的可计算性 ,价值计量方法的恰当性 ,价值分量的可加性和可解析性 ,价值误差测算 )提出解决思路。
5) quasi-additivity
拟可加性
6) subadditivity
[,sʌb,ædi'tiviti]
次可加性
1.
The Subadditivity of Risk Measure of VaR;
VaR风险度量的次可加性
2.
(3)subjective probabilities are complementary in binary case and subadditivity in general case.
主观概率在二元判断中表现出二元互补性,在多元判断中表现出次可加性;4。
3.
We prove that under some assumptions,the subadditivity of F-expectation implies the subadditivity of conditional F-expectation and the subadditivity of F-evaluation implies the subadditivity of Ft-consistent nonlinear evaluation.
证明了在适当的条件下F-期望的次可加性蕴涵条件F-期望的次可加性,F-估价的次可加性蕴涵Ft-相容非线性估价的次可加性。
补充资料:机械工程材料:切削加工性试验
测定材料被切削加工成一定尺寸精度和达到一定表面质量的难易程度的一种工艺性能试验。通常以一定刀具寿命下的最高切削速度来衡量。对精加工来说﹐还需要增加加工精度和表面质量的指标。有时也以切削功率﹑切削力或断屑的难易来衡量。
刀具寿命和切削速度的关係主要按图 刀具磨损曲线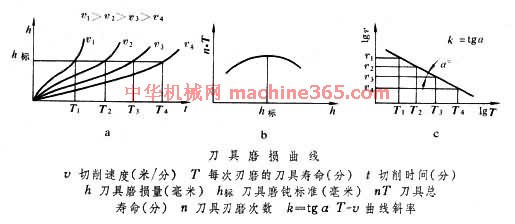 中的磨损曲线试验法评定。
中的磨损曲线试验法评定。
在规定的切削深度和切削进给量下﹐用 4种切削速度测定不同切削时间 所对应的刀具后刀面磨损宽度或前刀面月牙洼深度 ﹐在直角坐标上绘製磨损曲线(图中a 刀具磨损曲线 )﹔根据实验所得刀具总寿命T 与刀具允许磨损量的关係曲线图(图中b 刀具磨损曲线 )﹐确定与最大T 值相对应的刀具磨钝标準标﹔再根据标在图中a 刀具磨损曲线 得出不同切削速度下相应的刀具寿命 T 1…T 4﹐列於双对数坐标上﹐求出切削速度与刀具寿命T 之间的直线方程式(图中c 刀具磨损曲线 )﹐即=/T 1/(米/分)﹐式中为常数(相当於T =1分时的切削速度)﹐1/为刀具耐用度指数。
评定加工表面质量是在一定切削条件下以不同切削速度进行自由切削﹐主要测出加工表面微观不平度﹐建立不平度与切削速度之间的关係曲线。根据刀具径向磨损大小与加工精度高低的反比关係﹐由测出的刀具径向磨损速度与切削速度间关係﹐求出保证加工精度等级的刀具寿命﹐作为加工精度的评定指标。
刀具寿命和切削速度的关係主要按图 刀具磨损曲线
中的磨损曲线试验法评定。 在规定的切削深度和切削进给量下﹐用 4种切削速度测定不同切削时间 所对应的刀具后刀面磨损宽度或前刀面月牙洼深度 ﹐在直角坐标上绘製磨损曲线(图中a 刀具磨损曲线 )
﹔根据实验所得刀具总寿命T 与刀具允许磨损量的关係曲线图(图中b 刀具磨损曲线 )﹐确定与最大T 值相对应的刀具磨钝标準标﹔再根据标在图中a 刀具磨损曲线 得出不同切削速度下相应的刀具寿命 T 1…T 4﹐列於双对数坐标上﹐求出切削速度与刀具寿命T 之间的直线方程式(图中c 刀具磨损曲线 )﹐即=/T 1/(米/分)﹐式中为常数(相当於T =1分时的切削速度)﹐1/为刀具耐用度指数。 评定加工表面质量是在一定切削条件下以不同切削速度进行自由切削﹐主要测出加工表面微观不平度﹐建立不平度与切削速度之间的关係曲线。根据刀具径向磨损大小与加工精度高低的反比关係﹐由测出的刀具径向磨损速度与切削速度间关係﹐求出保证加工精度等级的刀具寿命﹐作为加工精度的评定指标。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条