|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) hydrological analysis tool

水循环分析工具
2) water circulating analysis
水循环分析
3) reverse-circulating tool
反循环工具
4) cycle analysis
循环分析
1.
The description includes the cycle analysis method, calculated data comparison with the example given by a reference book, software interface and so on.
0开发的两级蒸气压缩制冷循环分析实用软件,从循环分析计算方法、计算可行性的实例比较、软件界面等几方面对软件进行了介绍。
5) Analysis tool
分析工具
1.
Comparison of GoPubMed and Analyze Results,an analysis tool of Web of Knowledge
GoPubMed与Web of Knowledge分析工具Analyze Results的比较研究
2.
This paper took ISTP-technology edition of ISI Proceedings for example,discussed the functions and using skills of Results Analysis which was the analysis tool of ISI Proceeding personalized services.
本文以ISI Proceedings的科技版ISTP具体检索为例,探讨了ISI Proceedings个性化服务的分析工具Results Analysis的功能和使用技巧,以及检索结果的信息分析和挖掘对用户的指导意义。
3.
It can be divided into work-orientation tool,worker-orientation tool and cognition task analysis tool.
工作分析工具可分为工作定向工具、工作者定向工具和认知任务分析工具三类。
6) analytical tool
分析工具
1.
Perspective,Reference and Analytical Tool in Management;
管理学的视角、参照系和分析工具
2.
Nowadays more and more cities are making urban circular economy planning in China while the effective quantitative analytical tool is not available for their study.
我国越来越多的城市进行循环经济规划,然而目前我国城市循环经济规划还非常缺乏有效的定量化分析工具。
3.
Professor Yingyi Qian, from UCLA, declares the framework of modern economics as perspective, benchmark and analytical tools.
———编者注)认为,现代西方经济学代表了一种研究经济行为和现象的分析方法或框架,并认为它由三个主要部分组成:视角、参照系或基准点和分析工具。
补充资料:螺纹切削循环指令分析及应用
本文分析了FANUC数控系统中螺纹切削循环指令G92和G76的含义及区别,并就各自的加工特点及其对工件加工精度所产生的影响作了阐述。文章同时给出了如何合理地选用螺纹切削循环指令的参考方案。
在FANUC数控系统中,数控车床螺纹切削循环加工有两种加工指令:G92直进式切削和G76斜进式切削。由于切削刀具进刀方式的不同,使这两种加工方法有所区别,各自的编程方法也不同,工件加工后螺纹段的加工精度也有所不同。
一、 编程指令介绍 1. G92 (1)指令格式 G92 X(U)_Z(W)_R_F_ (2)指令功能 切削锥螺纹(包含圆柱螺纹),刀具从循环起点,按图1所示的走刀路线,最后返回到循环起点。图中虚线表示按R快速移动,实线按F指定的进给速度移动。 (3)指令说明 X、Z表示螺纹终点坐标值;U、W表示螺纹终点相对循环起点的坐标分量;R表示锥螺纹始点与终点在X轴方向的坐标增量(半径值),圆柱螺纹切削循环时R为零,可省略;F表示螺纹导程。 
(4)进刀方式 在G92螺纹切削循环中,螺纹刀以直进的方式进行螺纹切削。总的螺纹切削深度(牙高)一般以常量值进行分配,螺纹刀双刃参与切削。每次的切削深度一般由编程人员在编程时给出,如图2所示。 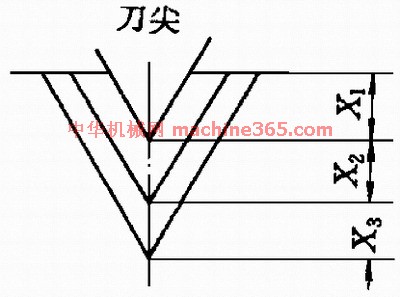
图2 直进式加工
2. G76 (1)指令格式 G76 P m r a QΔdmin Rd
G76 X(U) Z(W) Ri Pk QΔd Ff (2)指令功能 该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线如图3所示。 (3)指令说明 m表示精加工重复次数;r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一个单位,用00~99两位数字指定);a表示刀尖角度;Δdmin表示最小切削深度,当切削深度Δdn小于Δdmin,则取Δdmin作为切削深度;X表示D点的X坐标值;U表示由A点至D点的增量坐标值;Z表示D点Z坐标值;W表示由C点至D点的增量坐标值;i表示锥螺纹的半径差;k表示螺纹高度(X方向半径值);d表示精加工余量;F表示螺纹导程;Δd 表示第一次粗切深(半径值)。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|