1) NC Boring Tool

数控镗刀
2) NC boring
数控镗削
1.
Aimed directly at the NC boring of abnormal holes, an automatic program system is introduced, including obtaining the machining information of the abnormal curve by VB language, displaying the result in autoCAD, selecting a boring tool, controling the tool locus and geting the NC code for boring the abnormal hole in Mastercam.
针对异形孔的数控加工,进行了数控镗削自动编程的研究,介绍了采用VB获取工件异形孔曲线的加工信息,然后在AutoCAD中进行工件图形显示及加工信息补充,最后在Mastercam中实现刀具选择、刀具轨迹控制及数控自动编程。
3) CNC boring
数控镗床
1.
The method of CNC boring machine processing drilling pump rack,by rotating precision of CNC boring machine,the sub-head power is used to process for improving the rack shape and location of processing accuracy,so efficiency is improved.
介绍了在数控镗床上加工钻井泵机架的方法,包括利用数控镗床的回转精度并采用动力副头加工,提高机架加工的形状和位置精度及工作效率;利用数控镗床攻丝装置等辅助刀具和重要加工工序的数控编程及机架加工工艺等。
4) NC boring-milling machine
数控镗铣床
1.
NC boring-milling machine is an important die manufacturing equipment.
数控镗铣床是一种重要的模具加工设备。
2.
Some technical problems were solved,such as double-bracing guideway with lubricated rolling-sliding contact square ram,bow and bending deformation and so on,which offered a typical case for large and heavy type of NC boring-milling machine.
5"个运动特征的伺服进给主传动系统,解决了方形滑枕滚动滑动导轨双支撑、低头和弯曲变形等技术问题,为开发大型、重型数控镗铣床提供了典型案例。
5) NC boring-reaming machine
数控镗铰机
6) CNC milling and boring machines
数控铣镗床
1.
This paper aims at how to improve the working precision of TKP6111/3 Economical CNC milling and boring machines.
本文是以如何提高我厂新产品TKP6111/3经济型数控铣镗床的加工精度为目的而进行的;是在我厂成型产品TPX6111B/3卧式铣镗床的基础上,借助于普镗产品的大部分(大约90%)机械结构零部件,设计并试制完成的TKP6111/3经济型数控铣镗床;是在对数控机床的误差理论以及国内外误差补偿发展现状分析研究的基础上,提出了对TKP6111/3经济型数控铣镗床的位置误差进行软件补偿的方法。
补充资料:切削加工:镗削
用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸﹐使之达到要求的精度和表面粗糙度的切削加工。镗削一般在镗床﹑加工中心和组合机床上进行﹐主要用于加工箱体﹑支架和机座等工件上的圆柱孔(见图 镗圆柱孔示意图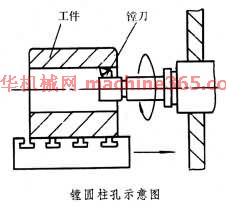 )﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R 2.5~0.16微米。
2.5~0.16微米。
镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R2.5~0.16微米。 镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R
0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条