|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) 3-D in-situ stress field

三维地应力场
1.
Economical effective development low permeability oil and gas resources need to use 3-D in-situ stress field.
目前获得某点地应力最直接的方法仍然是地应力测量,然而由于经费等条件限制,实际开展的测量工作很有限,而离散的实测点只能反映局部位置地应力状态,数值模拟方法是区域地应力场定量研究的有效手段,量化三维地应力场是经济有效开发动用低渗油田难采储层油气资源重要的支撑理论基础。
2) 3-D stress field
三维应力场
1.
In this paper, with the help of three dimension finite element numer ical simulation method, the change of 3-D stress field in the course of current valley with seven terraces is studied by the 3-D numerical model of FEM, which c an provide a basis for the stability research .
采用三维有限元数值模拟的方法对雅砻江七级河谷阶地形成过程中应力场的变化和现今河谷阶段的三维应力场进行研究 ,为近坝库岸稳定性研究提供依据。
3) 3D geo-stress
三维地应力
1.
The overcoring method in deep borehole is one of the robust 3D geo-stress measuring methods at home and abroad.
运用深钻孔套芯解除法对阳江抽水蓄能电站进行了三维地应力测量,并将测试结果与水压致裂法进行了比较。
4) three dimensional tectonic stress field
三维构造应力场
5) Three-dimensional paleotectonic residual stress field
三维残余应力场
6) 3-D stress field simulation with finite element
三维地应力场有限元数值模拟
1.
Based on present 3-D stress field simulation with finite element in the Zhangqiang depression, through quantitative analysis of the relation between stress and hydrocarbon migration and accumulation, together with hydrocarbon potential field analysis, the relation between crustal stress and petroleum migration is discussed.
在张强凹陷现今三维地应力场有限元数值模拟的基础上,通过应力与油气运移聚集的定量化关系分析,运用油气运移势场,探索地应力与油气运移的关系。
补充资料:铣刀片的应力场分析
【摘要】 铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。
1.引言
铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。 2.面铣切削加工坐标系统的建立 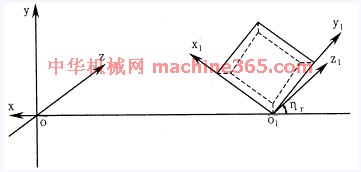
图1 面铣切削加工坐标系统
面铣切削加工坐标系统由刀体坐标系和刀片坐标系组成,如图1所示。 在刀体坐标系中,Y轴为铣刀轴线,X轴在基面内过刀尖与Y轴相交。在刀片坐标系中,y1轴通过主切削刃,x1轴通过副切削刃,刀片前刀面在x1o1y1平面内。铣刀半径为R=OO1,铣刀前角为g0,刃倾角为ls,主偏角为K,法向前角为gn。 面铣刀无论具有何种几何角度,都可看作是由刀体坐标系经过一次平移和三次旋转而成,可用矩阵表示为 
其中 A11=cosgnsinhr+singnsinlscoshr
A12=cosgncoshr-singnsinlssinhr
A13=singncosls
A21=-coslscoshr
A22=coslssinhr
A23=sinls
A31=-singnsinhr+cosgnsinlscoshr
A32=-singncoshr-cosgnsinlssinhr
A33=cosgncosls
tggn=tgg0cosls
图2 切入冲击力的方向
3.切入冲击力方向的确定 铣削与车削的不同之处在于铣削为断续切削,存在着切入、切出过程,铣刀的破损主要是由机械冲击力引起的。因此,首先要确定铣刀切入瞬间冲击力的作用方向。铣削时,铣刀高速旋转,工件缓慢进给,若忽略进给运动(因进给运动速度仅为铣刀运动速度的约1/4),铣刀切入冲击力的方向应该在刀具相对工件运动的切线方向上。如图2所示。 由图1可知,切入冲击力方向为Z轴方向,力F分解到刀片坐标系中为 
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|