Cimatron 是一套面向工模具制造业的优秀CAD/ CAM 软件,不仅提供了完整的造型设计、制图、分析及加工编程功能,而且对型腔模具的整个制造过程,可提供一个理想的解决方案。
Cimatron针对型腔模具加工中应用最为广泛的三轴铣削加工编程,应用其原创的基于毛坯余量知识的智能NC 编程技术,结合加工模具零件的各种独特功能,使其成为当今最理想的型腔模CAM解决方案之一。以下结合Cimatron在实际加工中的应用介绍其对型腔模数控加工的常用策略。
1 Cimatron型腔模数控加工的常用策略
在型腔模零件三轴数控铣削加工中,从规则形状毛坯到精整处理(主要指抛光) 前的零件加工,其铣削加工工艺一般可分为粗加工、半精加工、精加工及清根加工四种工序类型。
在毛坯的粗加工中,虽可采用插削等其他加工形式,但等高切削仍是实际加工中最常用的形式。Cimatron提供了POCKET、ZCU T、WCU T 三种工序来支持这种加工形式。由于WCU T ︱ROU GH工序具有高效的环绕切削走刀及智能化的进刀设置等优点,同时具有独特的层间加工功能,因此是最常用的一个粗加工工序。
理想的半精加工应基于粗加工后毛坯的留残来进行刀轨计算,Cimatron具有独特的最佳事前优化技术,使用WCU T ︱ROU GH 工序,并选择加工参数中的WITHSTOCK选项,可使刀具轨迹根据粗加工后毛坯的残留情况来生成,不仅彻底消除了空刀现象,而且刀具的切削载荷更合理,轨迹更流畅,相比采用事后优化技术能生成更理想的半精加工刀轨。通过合理设置层间加工参数,可使两个切削层之间的毛坯残留通过沿加工面的再加工得到清除,与通过减小层降高度来提高零件表面加工精度的方法相比,可在达到相同效果的前提下,大大提高加工效率。
针对零件精加工,Cimatron提供了很多种加工工序来支持不同的精加工方式。如SURMILL (参数线加工) 、SURCLR(限制线加工) 、SRFPKT(沿面加工) 、3D STEP (三维步距加工) 及WCU T ︱FIN2ISH(等高线加工) 等, 其中以针对整个零件面的SRFPKT 及WCU T ︱FINISH 最为常用。
对于整个加工面来讲,一般采用一种精加工工序总是不尽合理的。对于斜率接近于水平面的平坦面,采用SRFPKT 工序进行沿面加工效果较好,而对斜率接近于垂直面的陡峭面一般采用WCU T ︱FINISH 工序加工效果较理想。因此,首先需对加工面进行斜率分析,然后根据加工面的不同特点分别采用合适的走刀形式是最为理想的加工方式。采用WCU T ︱FINISH 工序, 并在加工参数中选择BETWEEN LAYERS : HORIZ ,能自动对加工面进行斜率分析,并根据分析结果对不同的区域采用不同的加工形式来进行。
局部清根工序对模具的加工也至关重要,除了可使用REMACHINE : PENCIL 基于模型上的圆角中心进行单笔清根外, 使用REMACHINE :CL EANUP 能基于毛坯余量情况进行多道往复自动清根,以达到刀具切削平稳、载荷均匀的目的。采用该工序,能自动利用区域斜率分析算法对陡峭和平坦区域作分别处理,并产生相应的刀具路径。
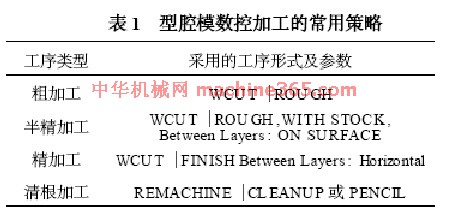
型腔模数控加工的常用策略如表1 所示。
2 Cimatron典型型腔模零件的加工参数设置
典型的型腔模零件有型芯、型腔及电火花加工所需的电极。在各工序特别是在粗加工工序中,应根据零件的不同特点,设置不同的加工参数,以达到理想的加工效果。以下主要介绍针对各类零件粗加工的典型参数设置。
2. 1 型腔类零件的加工
对于一般型腔类零件的粗加工, 可使用WCU T ︱ROU GH 工序。根据此类零件的特点,可在加工参数表中作如下设定:
(1) 走刀方式参数一般设为SPIRAL CU T ,使刀具围绕加工面作环绕切削。
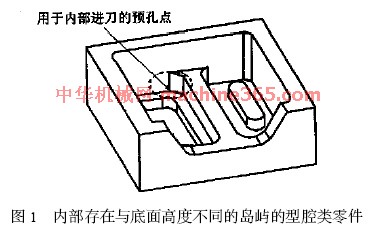
(2) 加工模型的类型参数一般设置为OPENPART: NO ,以限定在加工范围以内进刀。如果零件内部存在与型腔底面高度不同的岛屿,如图1 所示,则应设置为OPEN + ISLAND ,以在不同的切削层分别采用毛坯外进刀或内部预孔处进刀。
(3) 进刀参数一般采用AU TO ENTRYPOINTS(自动进刀点) ,当需要钻预孔点时,可设为OPTIMIZED ENTRY PNT (优化进刀点) ,配合设置CREATE ENTRY PNT : YES ,以产生较少的预孔点,如图1 所示。
(4) 进刀角度参数RAMP AN GL E 一般设置为5°~10°,以采用螺旋线进刀,同时将切削次序参数设置为INSIDE OU T ,以便于螺旋线的生成。必要时可通过重新设定MAX RAMP RADIUS 参数来调整螺旋半径。
(5) 对于较深的型腔加工,如使用存在加工盲区的刀具(如镶嵌硬质合金刀片的环形刀) 向下切削时可能出现搁刀现象。通过将MIN PLUN GESIZE 设置为刀具直径减去圆角半径的两倍,可防止切入加工范围太小的区域,以避免可能产生的危险。
2. 2型芯类零件的加工
粗加工,同样使用WCU T ︱ROU GH 工序。
(1) 走刀方式参数可设为STOCK SPIRAL ,使刀具围绕毛坯作环绕切削,以提高毛坯的切削效率。图2 为分别采用SPIRAL CU T 及STOCK SPIRAL参数后对同一零件生成的不同的粗加工刀具轨迹。(模具人才网欢迎您,网址http://www.mjrc.cn)
(2) 加工模型的类型参数一般设置为OPENPART:OU TER ONL Y,这样可保证刀具在零件外进刀。切削次序参数一般设置为OU TSIDE IN ,进刀角度参数RAMP AN GL E 一般设置为90°。
(3) 进刀参数一般设置为AU TO ENTRYPOINTS(自动进刀点) 。如不理想,则可选择DE2FINE ENTRY POINTS(自定义进刀点) 。

2. 3 电极的加工
电极的粗加工设置基本上与型芯相同。不同处主要在精加工。
电极模型一般是直接根据型腔模型得到的,然而电加工时要求电极与型腔之间存在一个放电间隙。由于电极模型可能由许多曲面来构成,如果在模型上直接做多曲面偏置会有一定困难。为了补偿放电间隙,需要通过加工面一定量的过切来实现。
实现加工面一定量的过切有多种方法,如计算时采用较小刀具,实际加工时采用大一点刀具的“骗刀法”等。但最常用的方法是对精加工参数表中的SRF. OFFSET 参数设置一个绝对值与放电间隙相等的负值。采用这种方法要求刀具必须是球刀或圆角刀,且圆角半径大于该值。
另外,不同的面可能需要设置不同的过切量。这可以通过将有不同过切要求的面分别定义为零件面组1 ( PART SURF) 及零件面组2 ( PART2SURF) ,并设置不同的偏置值来实现。
3 应用案例
3. 1 吊钩锻模型腔的加工
吊钩锻模为典型的HAL F 模,型腔上下对称,下模的三维实体模型如图3 所示。毛坯的边界尺寸为240 mm ×240 mm ×60 mm ,上下平面及四周轮廓已精加工。现需要在加工中心上完成定位孔及整个型腔的加工,生成的加工工序如下:
(1) 粗加工按深度分两个工序进行
提取型腔轮廓线,采用POCKET ︱CONTOURROU GH + FINISH ,刀具采用直径为Ø12 mm 的平底铣刀,加工深度范围0~ - 1. 50 mm ,以SPIRALCU T 的走刀形式一次完成飞边槽的粗精加工
余下部分采用WCU T ︱CONTOUR ROU GH ,刀具仍为直径Ø12 mm的平底铣刀,加工深度范围- 1. 50 mm~minpz , 以SPIRAL CU T的走刀形式进行型腔的等高粗加工。由于平底铣刀无法加工到型腔底部较平坦的部分曲面,因此需要使用球刀对型腔进行二次粗加工。
(2) 半精加工
采用WCU T ︱CONTOUR ROU GH ,刀具采用直径为<10 mm 的球头铣刀。加工参数选择SPI2RAL CU T、WITH STOCK、BETWEEN LAYERS :ON SRF ,加工型腔底部的残留余量。
(3) 精加工
采用WCU T ︱CONTOUR FINISH ,刀具采用直径为<6 mm 的球头铣刀。加工深度范围- 1. 50mm~ minpz , 加工参数选择SPIRAL CU T、BE2TWEEN LAYERS : HORIZ。采用基于自动斜率分析结果的分区域加工,陡峭面采用等高加工,平坦面采用沿面环切进行精加工。
(4) 清根加工
采用REMACHIN ︱CL EANUP , 采用直径为<4 mm 的球头铣刀。加工参数选择PREV. TOOL=BALL6 ,SPL IT HORZ VERT ,主要用于吊钩凸耳处的清根及清除其它局部曲率半径较小处的残留。
经上述工序加工后,吊钩锻模的加工仿真结果如图4 所示。

3. 2 复印机面板按键模的电极加工
按键模型腔的电极模型如图5 所示,毛坯的边界尺寸为100 mm ×85 mm ×35 mm ,上下平面及四周轮廓已精加工,加工深度范围为0~ - 15 mm。现需要在加工中心上完成定位孔及整个型腔的加工,生成的加工工序如下
(1) 粗加工按深度分两个工序进行
使用WCU T ︱CONTOUR ROU GH 工序,采用直径为Ø10 mm 的平底铣刀,加工深度范围0~ - 15mm ,以STOCK SPIRAL 的走刀形式去除按键群周围的毛坯余量。
使用WCU T ︱CONTOUR ROU GH 工序,采用直径Ø4 mm 的平底铣刀,加工深度范围同上,选择WITH STOCK,去除上一工序没有去除的按键间的毛坯余量。
(2) 半精加工
由于粗加工后毛坯余量较均匀, 可直接使用WCU T ︱CONTOUR FINISH 来进行半精加工,采用直径Ø4 mm 的球头铣刀。层间加工参数选择BETWEEN LAYERS : HORIZ , PARALL EL CU T ,采用自动分区域加工,电极侧面采用等高加工,上下表面采用沿面水平切削进行精加工。加工面选择所有模型面,SRF OFFSET = 0 ,电极表面切至模型尺寸。
(3) 精加工
为了补充放电间隙,需要对不同的电极面进行过切。使用WCU T ︱CONTOUR FINISH 工序,刀具仍为直径4 mm 的球头铣刀。通过在模型上对电极的侧面及上表面设置不同的颜色,然后在该工序定义零件面的过程中使用BY CRITERIA 选项,选择所有电极的侧面为PART SRF , 上下表面为PART 2 SRF 。然后分别设置SRF . OFFSET =- 0. 15 ,PART2 SRF. OFST = - 0. 08 ,使电极表面形成不同的过切量。加工参数选择BETWEENLAYERS: HORIZ , PARALL EL CU T。电极侧面的等高精加工刀轨如图6 所示,电极上表面的沿面平行切削刀轨如图7 所示。
所有上述工序完成后,电极的加工仿真结果如图8 所示。
上述两个案例,基本采用了Cimat ron针对型腔模具零件的加工策略,在实际加工中取得了非常理想的效果。同时,从上述案例中也不难发现,只有根据具体加工对象的特点,对加工策略中的个别工序进行适当的调整,并设置恰当的参数,才能使加工既高效又能保证质量。
