1) industrial capsuling cahine,

工业用瓶盖机
2) bottle of glass for commercial use
工业用玻璃瓶
3) cap for special purpose
专用瓶盖
4) hood-cap paper
瓶盖用纸
5) cap-sealing machine
封(瓶)盖机
6) cap stock
瓶盖用纸板
补充资料:一种专用瓶盖的注塑模具设计
1 塑件分析
图1为本瓶盖的产品图。它由盖体A及翻盖B组成,盖体及翻盖之间由铰链联接。翻盖合上盖体后,不允许其弹出,故在翻盖的内侧C及盖体的外侧D均设有凸筋。本盖不能单独使用,需与另一部分配合使用,故其内侧E也设有凸筋,将两者卡紧。本盖合盖后不允许有大的缝隙,中间球体为薄壁件,要求能在适度力作用下变形,故壁厚为0.8 mm,材料采用高压PE.
图1为本瓶盖的产品图。它由盖体A及翻盖B组成,盖体及翻盖之间由铰链联接。翻盖合上盖体后,不允许其弹出,故在翻盖的内侧C及盖体的外侧D均设有凸筋。本盖不能单独使用,需与另一部分配合使用,故其内侧E也设有凸筋,将两者卡紧。本盖合盖后不允许有大的缝隙,中间球体为薄壁件,要求能在适度力作用下变形,故壁厚为0.8 mm,材料采用高压PE.

图1 瓶盖产品图
2 模具设计方案、结构及工作原理
2.1 模具设计方案
(1)考虑到半球体部分为薄壁结构,必须从此处进料方能打满。
(2)本零件有多处凸筋,采用了动定模上均有强制脱模的双脱模机构。
(3)由于推管刚顶出塑件时,塑件处于型腔与型芯的包容中无变形空间,采用了型芯可滑动的延迟顶出机构。
2.2 模具结构及工作原理
图2为模具装配图。开模时,在弹簧23的作用下,在C-C处分型,同时定模推料板4将塑件从型芯17,21上推出。继续开模,在主导柱27与定模板3的导套26之间的摩擦力作用下,B-B处分型,点浇口拉断,浇注系统凝料留于脱胶板2上。进一步开模,在主导柱27与脱胶板2的摩擦力作用下,A-A处开模,浇注系统凝料被脱胶板2强力刮下,而脱胶板2由限位螺钉19限位。继续开模,D-D处分型,盖体一侧的外凸筋从定模推料板4处强脱。之后,注塑机顶杆推动推板12,推管15推动塑件前行。此刻由于塑件与滑动型芯16的包容力,带动滑动型芯前行,当其到达行程终点时,塑件也具备了向外变形的空间,在推管的作用下而强制脱模。
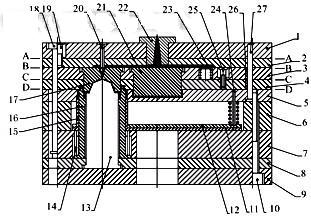
1 定模固定板; 2 脱胶板; 3 定模板; 4 定模推料板; 5 动模板; 6 模脚;7 动模型芯固定板;
8 动模型芯固定板; 9 底板;10 固定螺栓; 11 固定板; 12 推板; 13 动模型芯; 14 复位杆;
15 推管; 16 滑动型芯; 17 定模型芯; 18 反导柱; 19 限位螺钉; 20 拉料杆; 21 定模型芯;
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条