|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) slotted girder

槽嵌纵梁
2) rectangle multi longitudinal beam flume
矩形多纵梁渡槽
3) vertical beam
纵梁
1.
Nonlinear finite element analysis on bearing capacity of the vertical beam of large-scale electrical dust precipitator;
除尘器壳体纵梁承载性能的非线性分析
2.
The introduction of the vertical beam structure design and fuzzy optimization design is given as well.
研究了现用抽芯设备的优缺点,论述了抽芯工作台的结构与工作原理,介绍了纵梁的结构设计和模糊优化设计,结果表明,通过模糊优化设计可使纵梁的质量大为减轻。
4) longeron
[英]['lɔndʒərən] [美]['lɑndʒərən]
纵梁
1.
Finite Element Analysis of Left Main Longeron of Low Flat-bed Semi-trailer;
低货台半挂车右主纵梁有限元分析
2.
Automobile longeron and armed beam robot plasma cutting line;
汽车纵梁及加强梁机器人等离子切割生产线
5) longitudinal beam
纵梁
1.
The determination of the technological process for forming the longitudinal beam of the bus chassis was stated.
叙述了客车系列底盘纵梁成形工艺的确定过程 ,通过研究分析几种纵梁的相同点和不同点及左右纵梁对称等特点 ,制定了既能保证产品质量又能节约投资的工艺方案 ,并设计制造了适合系列产品快速开发的通用压形模。
2.
The cracked longitudinal beam of a coach was analysed by means of metallography and SEM .
用金相、扫描电镜等分析方法,对开裂的客车纵梁进行了分析。
3.
In the front collision of the car,the function of the longitudinal beam is very obvious.
在汽车的正面碰撞中,前纵梁的作用尤为明显,其设计的好坏直接影响汽车的碰撞性能。
6) carling
[英]['kɑ:liŋ] [美]['kɑrlɪŋ]
纵梁
1.
Simulation analysis of the lengthways warp of truck carling outside board;
卡车纵梁外板纵向翘曲的仿真分析
2.
The method of twice bending was introduced to control spring-back in high strength sheet metal carling.
分析了回弹机理以及U形件的成形特点,提出采用两次弯曲的办法来控制高强度板U形截面纵梁的回弹,利用有限元分析软件DYNAFORM进行了数值模拟,并且对两次弯曲法进行了实验验证。
3.
According to parts character, a pair of assembled punching, blanking compound die punching is designed, die structure is introduced, and assembled carling compound die structure is stated as well.
根据零件特点设计了一副组合式的冲孔、落料复合模冲压两种产品,介绍了模具结构,论述了组合式纵梁复合模的结构特点。
补充资料:浅谈汽车车架纵梁加工设备的选择
着汽车工业的日益发展,汽车纵梁的数量和品种也不断增加,纵梁加工设备也不断创新完善,从而合理地选择纵梁加工设备是汽车纵梁制造企业保持强劲的竞争力的关键。
一般纵梁由主梁和加强梁组成,梁的形状为U型。加强梁装在主梁内,用铆钉连接。根据车型不同,纵梁分直梁式和曲梁式;又分等截面梁和变截面梁。
一、纵梁的加工工序
一般加工工序分两类,即先加工孔后成形或先成形后加工孔。
1、落料——加工孔——成形——(弯曲)
2、落料——成形——加工孔——(弯曲)
二、加工设备的选用
1、落料
(1)剪切型:用纵剪机和剪板机来完成。
(2)落料型:用大型压力机来完成。 比较
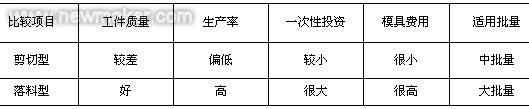
2、成形
(1)单面折弯型:用大型折弯机来完成。
(2)双面折弯型:用大型压力机来完成。
比较

3、孔加工
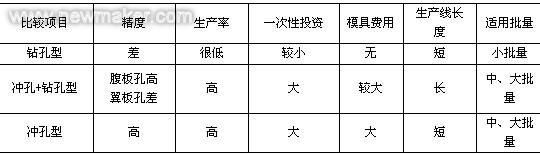
(1)平板上的孔加工
a、钻孔型:全部孔由数台摇臂钻床来完成,或由大型数控钻床来完成(可以几块板叠放一起钻)。
b、冲孔+钻孔型:主梁上的全部孔和加强梁的腹板孔由数控冲孔压力机来完成;成形后以主梁的翼板孔为准钻出加强梁的翼板孔(主梁和加强梁上孔的重合位置精度较高)。
c、冲孔型:全部孔由数控冲孔压力机来完成。
比较
(2)U形梁上的孔加工
a、钻孔型:全部孔由三面数控钻孔生产线或工件回转式单面数控钻孔生产线来完成。
b、冲孔+钻孔型:腹板孔由冲孔数控生产线来完成,翼板孔由双面钻孔数控生产线来完成(翼板孔很少)。
c、冲孔型:全部孔由几台冲孔压力机组成的数控生产线来完成。
比较
4、弯曲
a、普通型:由大型压力机来完成。
b、专用型:由专用数控弯曲机来完成,即一台固定压力机与一台可回转压力机铰接,并分别压紧腹板,通过油缸拉或推可回转压力机来完成折弯。在两台压力机上设有三对油缸对翼板进行夹紧,防止起皱。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|