1) forevacuum subassembly

预真空组件
2) electronic vacuum device
电真空组件
1.
The solid encapsulation of the electronic vacuum device is an inevitable trend for the military electronic product development; However, there are still some urgent problems such as the delamination defect of the organic silicon gel encapsulation and withstanding pressure, the low temperature resistance defects after the epoxy resin encapsulation.
电真空组件的固体灌封是军用电子产品发展的必然趋势,但目前尚存在一些急待解决的问题,如有机硅凝胶灌注后的脱层缺陷和环氧树脂灌封后的耐压、耐低温缺陷等。
3) special vacuum electronic assembly
特种电真空组件
1.
The status of enhancement tests of special vacuum electronic assembly is analyzed.
介绍了可靠性强化试验技术的发展、原理、目的、特点、试验方法及其应用实例并对军用特种电真空组件强化试验的实际情况做了分析。
4) desoldering vacuum module
真空脱焊组件
5) vacuum piston assembly
真空活塞组件
6) ignition vacuum advance component
点火真空提前组件
补充资料:特种加工:电火花磨削
在工具和工件之间产生脉冲放电来去除导电材料的电火花加工﹐英文简称EDG。电火花磨削分为电火花成形磨削﹑电火花小孔内圆磨削﹑电火花铲磨﹑电火花刃磨和电火花螺纹磨削等几种方法。前两种加工方法应用较广。
在电火花成形磨削(见图 电火花成形磨削原理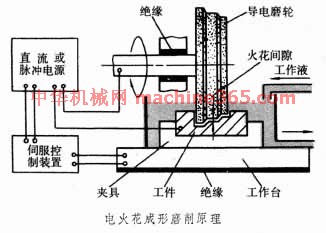 )中﹐导电磨轮一般采用高纯石墨材料﹐根据加工要求修整成形。磨轮和工作台都与机床其它部分绝缘而分别与脉冲电源相连接。脉冲电源的电压一般为30~400伏﹐频率 200~500千赫。磨轮的线速度通常为30~180米/分。磨削时在磨轮与工件之间供给充分的工作液(一般用煤油)。工作台在伺服控制作用下以一定的速度向磨轮进给﹐使工件与磨轮之间保持狭小的火花间隙(0.01~0.07毫米)﹐在火花间隙中产生的高频火花放电去除金属材料﹐从而达到磨削加工的目的。电火花成形磨削的精度一般可控制在 0.005毫米以内。表面粗糙度与火花频率和工件材料等因素有关﹐通常在R
)中﹐导电磨轮一般采用高纯石墨材料﹐根据加工要求修整成形。磨轮和工作台都与机床其它部分绝缘而分别与脉冲电源相连接。脉冲电源的电压一般为30~400伏﹐频率 200~500千赫。磨轮的线速度通常为30~180米/分。磨削时在磨轮与工件之间供给充分的工作液(一般用煤油)。工作台在伺服控制作用下以一定的速度向磨轮进给﹐使工件与磨轮之间保持狭小的火花间隙(0.01~0.07毫米)﹐在火花间隙中产生的高频火花放电去除金属材料﹐从而达到磨削加工的目的。电火花成形磨削的精度一般可控制在 0.005毫米以内。表面粗糙度与火花频率和工件材料等因素有关﹐通常在R 1.25~0.16微米范围内。电火花成形磨削适用于加工任何导电材料﹐对机械磨削困难的硬质材料更能发挥优越性。用这种方法可磨削硬质合金成形刀具﹑可转位刀具的刀片﹑淬硬的镶拼模具或齿条等。由于磨削过程中无机械切削力﹐电火花磨削还可用于磨削微细﹑薄壁等易变形的零件和深槽﹑狭缝等。
1.25~0.16微米范围内。电火花成形磨削适用于加工任何导电材料﹐对机械磨削困难的硬质材料更能发挥优越性。用这种方法可磨削硬质合金成形刀具﹑可转位刀具的刀片﹑淬硬的镶拼模具或齿条等。由于磨削过程中无机械切削力﹐电火花磨削还可用于磨削微细﹑薄壁等易变形的零件和深槽﹑狭缝等。
电火花小孔内圆磨削的原理是﹕将电极丝水平放置或垂直放置﹐工件作旋转运动﹐并沿电极丝作往复运动﹐同时工件还向电极丝(或电极丝向工件)作进给移动。电极丝通常用紫铜制成﹐直径一般为0.5~2毫米。电火花小孔内圆磨削的精度一般为0.002~0.005毫米﹐表面粗糙度一般为R0.32~0.16微米﹐最高可达R0.04~0.02微米。电火花小孔内圆磨削适合于磨削直径 5毫米以下的深小孔和锥孔﹐可用于加工弹簧夹头﹑微型轴承﹑组合夹具﹑钻套﹑模具和阀体等零件的小孔。
在电火花成形磨削(见图 电火花成形磨削原理
)中﹐导电磨轮一般采用高纯石墨材料﹐根据加工要求修整成形。磨轮和工作台都与机床其它部分绝缘而分别与脉冲电源相连接。脉冲电源的电压一般为30~400伏﹐频率 200~500千赫。磨轮的线速度通常为30~180米/分。磨削时在磨轮与工件之间供给充分的工作液(一般用煤油)。工作台在伺服控制作用下以一定的速度向磨轮进给﹐使工件与磨轮之间保持狭小的火花间隙(0.01~0.07毫米)﹐在火花间隙中产生的高频火花放电去除金属材料﹐从而达到磨削加工的目的。电火花成形磨削的精度一般可控制在 0.005毫米以内。表面粗糙度与火花频率和工件材料等因素有关﹐通常在R1.25~0.16微米范围内。电火花成形磨削适用于加工任何导电材料﹐对机械磨削困难的硬质材料更能发挥优越性。用这种方法可磨削硬质合金成形刀具﹑可转位刀具的刀片﹑淬硬的镶拼模具或齿条等。由于磨削过程中无机械切削力﹐电火花磨削还可用于磨削微细﹑薄壁等易变形的零件和深槽﹑狭缝等。 电火花小孔内圆磨削的原理是﹕将电极丝水平放置或垂直放置﹐工件作旋转运动﹐并沿电极丝作往复运动﹐同时工件还向电极丝(或电极丝向工件)作进给移动。电极丝通常用紫铜制成﹐直径一般为0.5~2毫米。电火花小孔内圆磨削的精度一般为0.002~0.005毫米﹐表面粗糙度一般为R
0.32~0.16微米﹐最高可达R0.04~0.02微米。电火花小孔内圆磨削适合于磨削直径 5毫米以下的深小孔和锥孔﹐可用于加工弹簧夹头﹑微型轴承﹑组合夹具﹑钻套﹑模具和阀体等零件的小孔。说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条